您的位置>首页 >迪庆本地行业频道 >
绕筋机不用【五机头钢筋弯箍机】专业生产团队
更新时间: 2025-05-30 05:10:41 ip归属地:迪庆,天气:小雨,温度:9-15 浏览次数:29
以下是:绕筋机不用【五机头钢筋弯箍机】专业生产团队的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
以下是:绕筋机不用【五机头钢筋弯箍机】专业生产团队的图文视频
导读 绕筋机不用【五机头钢筋弯箍机】专业生产团队,建贸机械设备(迪庆市分公司)专业从事绕筋机不用【五机头钢筋弯箍机】专业生产团队,联系人:赵经理,电话:【17768165506】、【17768165506】,发货地:长葛市,以下是绕筋机不用【五机头钢筋弯箍机】专业生产团队的详细页面。 云南省,迪庆藏族自治州 迪庆藏族自治州,藏语意为“吉祥如意的地方”。1957年9月13日,迪庆藏族自治州人民政府成立,由丽江专区代管。1973年始,迪庆藏族自治州不再由丽江地区代管。境内主要景区(点)有云南高峰梅里雪山卡格博峰、世界上深的峡谷虎跳峡、东巴文化的发祥地“仙人遗田”白水台、中国纬度的现代冰川明永冰川、普达措公园、康藏十三林之一的噶丹·松赞林寺、碧壤峡谷、哈巴雪山、萨马阁、千湖山、依拉草原、尼汝林区、茨中天主教堂、达摩祖师洞、长江湾、巴拉格宗大峡谷等。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让绕筋机不用【五机头钢筋弯箍机】专业生产团队自己向您展示它的卓越品质和出色性能。
以下是:绕筋机不用【五机头钢筋弯箍机】专业生产团队的图文介绍
七、快速响应机制: 客户 专业受理客户咨询和投诉,投拆之日起24小时内指派专业人员解决问题。 绕筋机
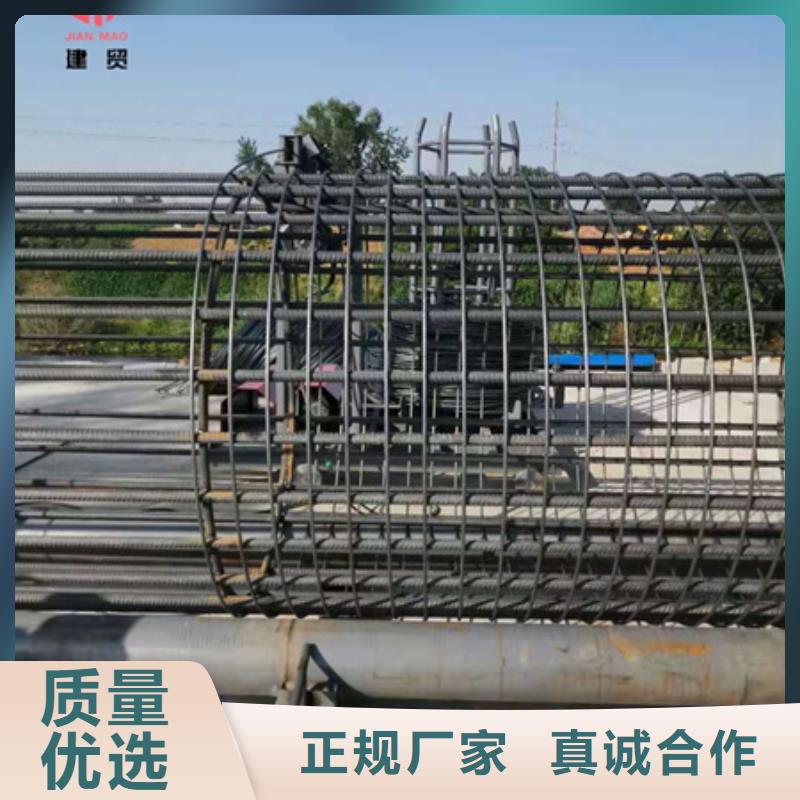
八、终身价值维护: 1、24小时维修响应:自受理维修服务起,24小时内及时反馈。 2、三阶段回访: 1)质保期前:设备完全交付后一个月; 2)设备完全交付六个月后; 3)质量期满后一年; 以上三个阶段实施3次回访工作,确保客户终生享受放心的工程服务。 3、客户增值服务: 1)不定期现场巡视; 2)新品上市、技术升级特邀体验; 3)节假日短信祝福、电话回访。 代替人工加工、将复杂且人工难以操作的加工工艺简单化,钢筋笼制作中在人工辅助基础上实现主筋上料、箍筋调直缠绕、箍筋与主筋焊接等工序自动完成的自动化生产装备,提高加工效率和产品品质,且较老产品优化了多个重要结构,使其合理且成本大幅降低,设备更有市场竞争力。


钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。



箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动电话手,也可直接人工焊接。
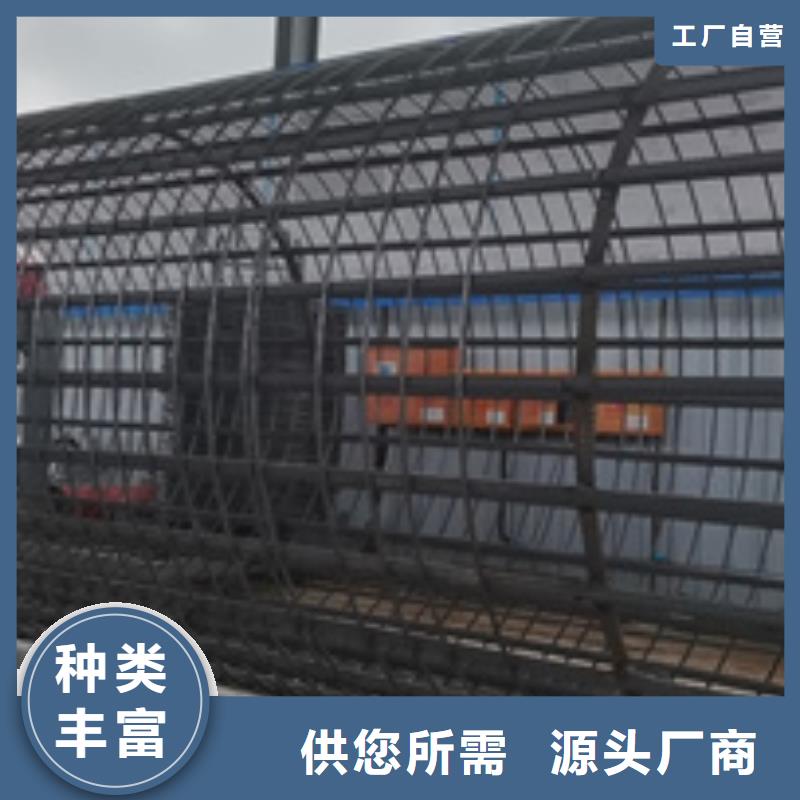
6、相邻钢筋笼对接。以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
绕筋机7、加劲箍圈的制作与安装加劲箍圈采用自动弯箍机进行加工。加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。


人身才是项目,企业 的。他在项目管理过程中,他永远把管理放在施工管理的首位,多方面落实出产责任制,健全保障体系,进行隐患排查治理,大力开展教。 根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。数控钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋骨架做好平行放在机器辊筒上边旋转,盘圆放进盘圆架通过调直,把箍筋焊接在骨架上,然后同时运转,骨架原地转动,行走拉着盘圆送丝。一次均匀缠绕在骨架上。加密区,非加密区,尾筋均可制作。



建贸机械设备(迪庆市分公司)结合 五机头钢筋弯箍机产品的特点,确立了立足云南迪庆,辐射全国的营销策略,几年来公司凭借优良的品质,稳定的性能,合理的价格,完善的服务,诚信的行为,铸就了自己的品牌, 五机头钢筋弯箍机产品畅销全国20个省市自治区,并在全国各主要城市设有区域销售部,形成了健全的营销网络。秉承、理性、持续发展的战略思想,坚持求实进取,团结奉献的创业精神。

总结 在云南省迪庆市采买绕筋机不用【五机头钢筋弯箍机】专业生产团队到建贸机械设备(迪庆市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:赵经理-【17768165506】,地址:《长葛市》。