

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让螺旋管
合金管准时交付自己向您展示它的卓越品质和出色性能。
以下是:浙江螺旋管
合金管准时交付的图文介绍
螺旋焊缝钢管生产与管理:
螺旋焊缝钢管的生产能体现出优质的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。
多头生产势比增加工程管理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量意识、分布的点和控制程序的差异将带来生产管理、计划进度、检查验收、交付协调等方面的诸多困难,极易造成管理与协调上的忙乱和生产厂家与施工单位的质量推诿。


螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。



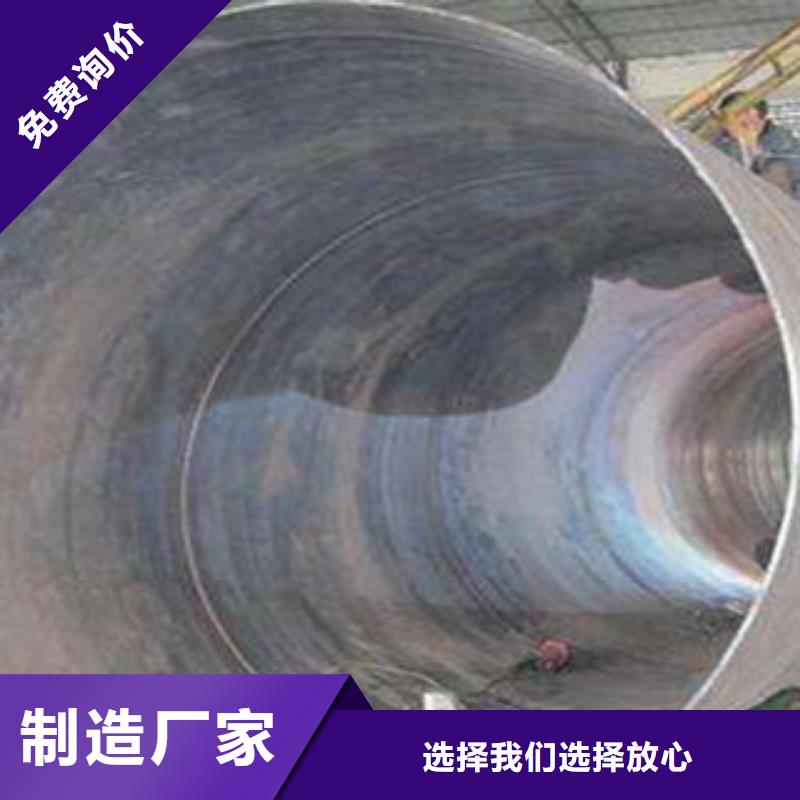
螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
对输送介质流动特性的影响?
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。


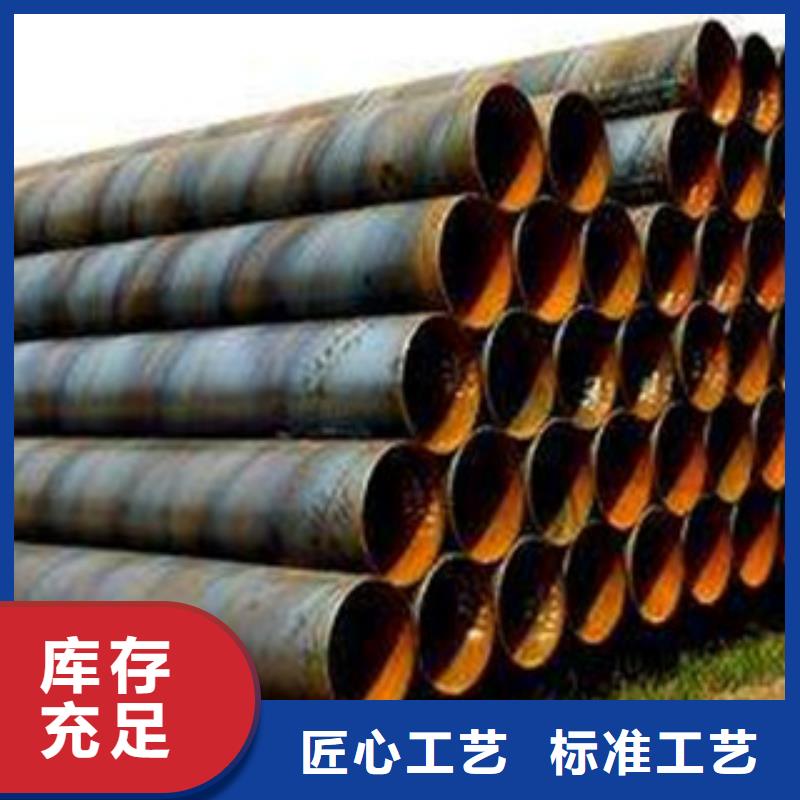
因管线的承载压力日益增高,使用条件日益苛刻,并且要尽量延长管线的使用寿命,所以螺旋焊管的主要发展方向是:
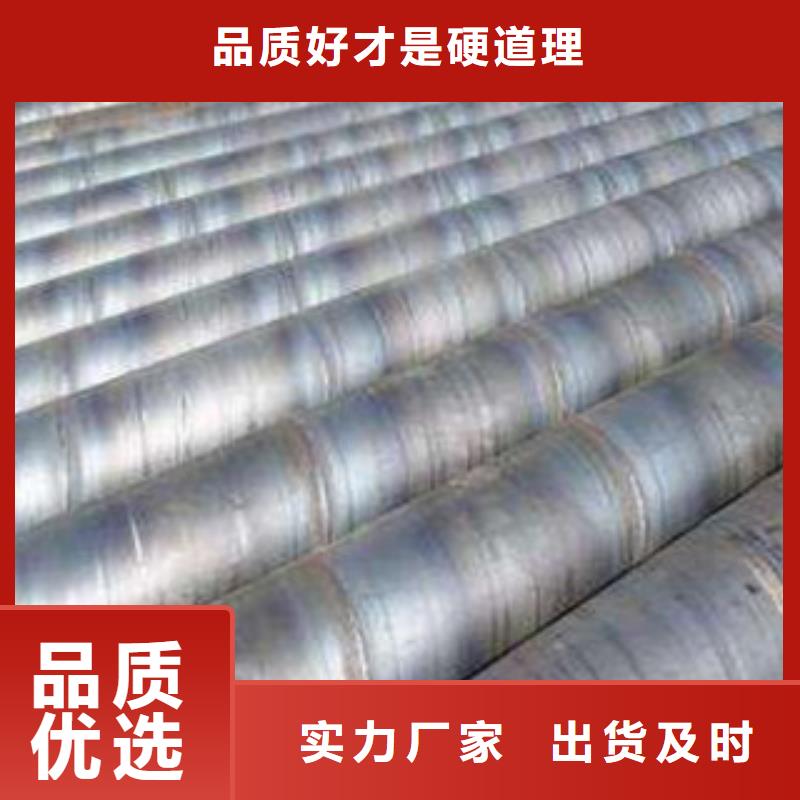
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
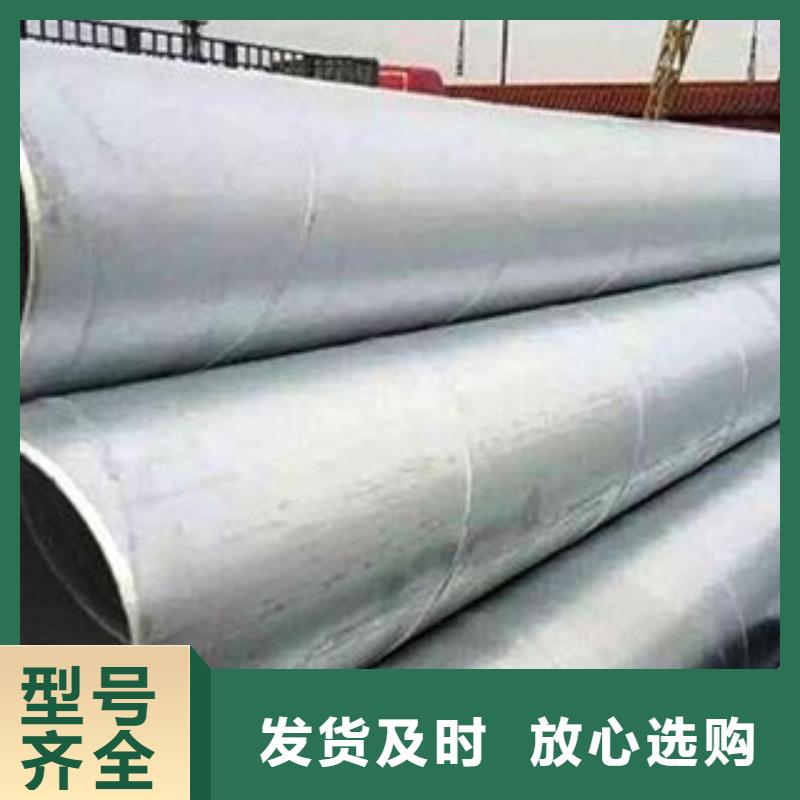
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。
(1)生产大直径厚壁管以提高耐压能力;
(2)设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏;
(3)开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能;
(4)大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。
螺旋焊管在输送燃气,运输方面发挥了很大的作用。随着国内外多项重大管道工程的规划及建设,大变形管线钢、高强度级别热煨弯管和厚规格低温管件等高附加值产品,显现出良好的市场竞争能力和较大的市场需求,而国内企业在开发该系列产品方面进度比较缓慢,应尽快开发出适用于工业应用的高附加值大变形管线钢、热煨弯管用钢、管道站场用低温管件用钢,X100直缝埋弧焊管、螺旋缝埋弧焊管和热煨弯螺旋焊管。



为客户提供质量好的 Q355E无缝钢管产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。钢兴钢管 (浙江省分公司)郑重承诺:“决不让一件不合格的 Q355E无缝钢管产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 Q355E无缝钢管产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。
