

【新品发布,视频先行!】管声测管大量现货供应产品,等你来探!
以下是:管声测管大量现货供应的图文介绍

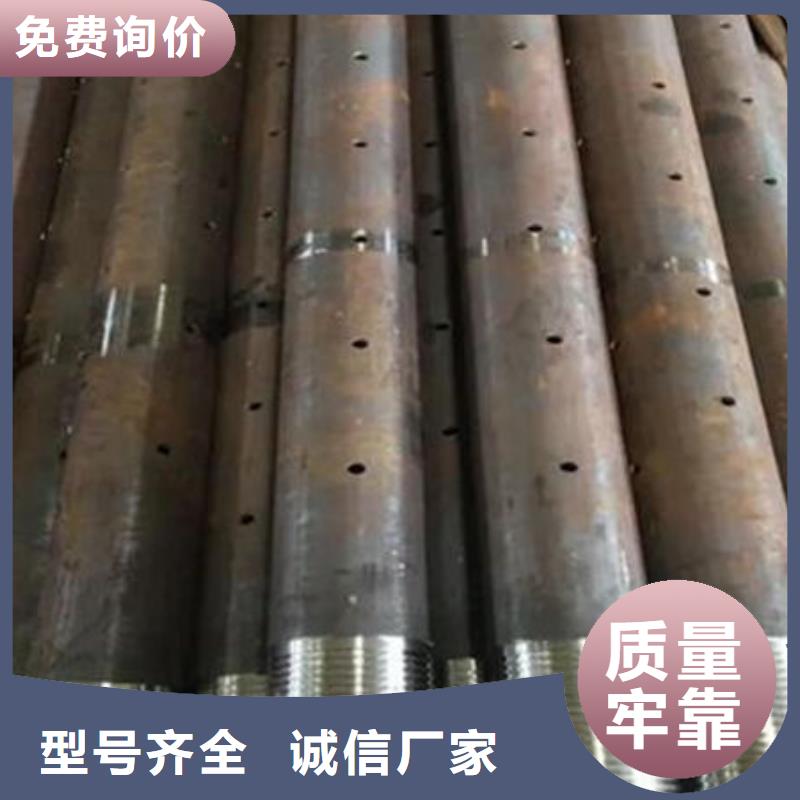
焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。


桩基声测管连接的注意事项 1、注意密封圈是否完好。 2、螺旋必须用专用工具紧固到位。 3、下放钢筋笼时声测管接头处一定把铁丝从吊环内穿过绑在主筋上。 4、每下放完一节钢筋笼后必须把桩基声测管内加满清水。 5、焊接钢筋不要把电焊钳、搭铁线接触到声测管上,以免电焊强流造成声测管破漏。 6、钢筋笼下放完毕把桩基声测管内一定加满清水, 用盖盖好、严禁管内进入混凝土或水泥浆。



宝益德钢管(云浮市分公司)拥有研发部、技术部、生产部、销售部,先进的 声测管生产设备,优化 声测管加工工艺,完善的管理流程,注重细节控制和出厂检验,为客户快速供货。企业管理和技术力量十分雄厚。 为了适应市场的发展,公司聘请了对 声测管有精深了解,是成熟设计和生产经验的技术人才,公司愿与各界朋友携手合作,共创美好未来!



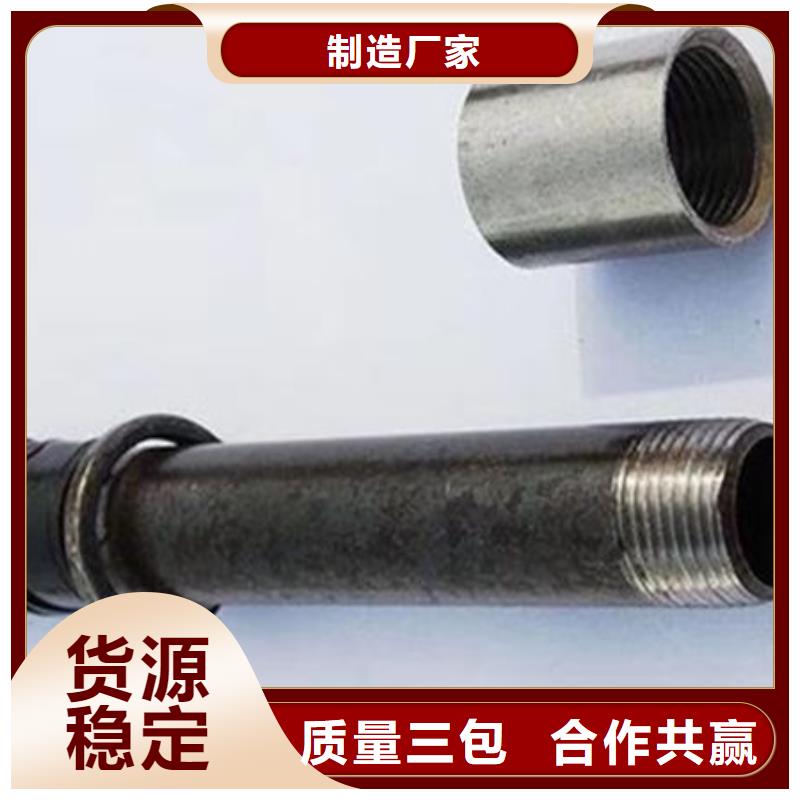
基于以上情况,我们通过相应的理论计算和大量的工程实践,高强双密封液压声测管。 高强双密封液压声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将声测管的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了声测管的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。 高强双密封液压声测管的优点主要是充分考虑到声测管在使用中所涉及的各种要素,从各方面达到国内乃至的性能。


