不要满足于简单的文字描述,点击我们的螺旋管当地厂家值得信赖产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
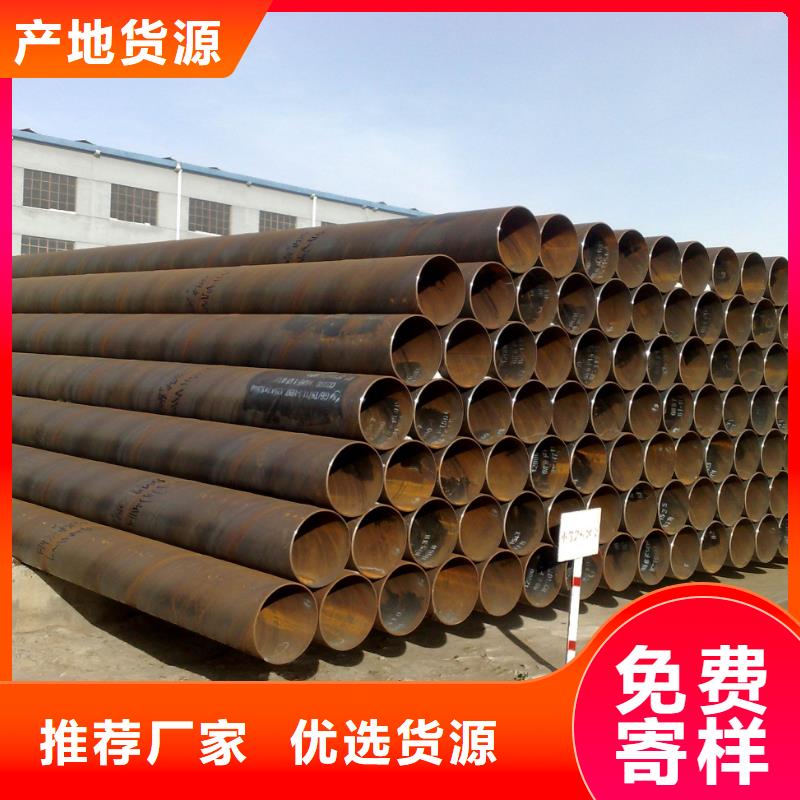
以下是:宿州埇桥螺旋管当地厂家值得信赖的图文介绍

超声波探伤:对内外焊缝及焊缝两侧母材进行100%的检查。X射线探伤:对内外焊缝进行 100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。打压试验:在水压试验机上对螺旋钢管进行逐根检验以保证钢管达到标准要求的试验压 力。倒棱平头:将检验合格后的螺旋钢管进行管端加工,达到要求的管端坡口尺寸。 检查:螺旋管再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。


9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、宿州埇桥当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。



螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。

聚力群达金属材料(宿州市埇桥区分公司)是集 钢梁工字钢研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 钢梁工字钢产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 钢梁工字钢用户中赢得了良好的声誉和高度评价。

