

不要犹豫,点击播放我们的激光切割机全自动卷板激光切割生产线满足多种行业需求产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:温州永嘉激光切割机全自动卷板激光切割生产线满足多种行业需求的图文介绍

随着社会的发展激光切割机行业的市场非常激烈,犹如CO2激光切割机、金属激光切割机、光纤激光切割机等。市场大了竞争也就大了,竞争大了市场自然就不好做,如何让一家企业能在激光切割机行业中生存下来,获得更多的盈利?顾名思义,是要提高产品的技术,提高生产效率加上创新的营销理念。那么企业的核心竞争力有哪些呢?
从其具体体现形式分析,有下面七个方面:
1.企业文化竞争。
文化竞争力就是由共同的价值观念、共同的思维方式和共同的行事方式构成的一种整合力,它直接起着协调企业组织的运行,整合其内、外部资源的作用。蒙牛的二十五个法则,之所以能够成为蒙牛的核心竞争力,其原因就在于这二十五个法则都变成了蒙牛人的共同的价值观念、共同的思维方式和共同的行为准则。因而企业的决策力和执行力也都必然直接受制于它。
2.销售渠道竞争。
企业要赚钱、赢利、发展,就必须有充分多的客户接受他的产品和服务。如果没有宽阔有效的渠道,沟通企业与客户之间的关系,企业与客户隔离,也就必然会惨败无疑。因此,销售渠道直接是一种资源,渠道竞争力也就直接构成企业支持力的一个内容。
3.产品价格竞争。
便宜是客户寻求的八大价值之一,没有不关注价格的客户。在质量和品牌影响力同等的情况下,价格优势就是竞争力。没有价格优势,终都会被消费者淘汰。因而这一竞争力也就直接构成企业支持力的一个内容。
4.企业流程竞争。
流程就是企业组织各个机构和岗位角色个人做事方式的总和。它直接制约着企业组织运行的效率和效益。企业组织各个机构和岗位角色个人做事方式,没有效率和效益,企业组织的运行,也就不会有效率和效益。
5.生意伙伴竞争。
人类社会发展到今天,万事不求人地包打天下的日子,已成为过去,要为客户提供超值的服务和价值满足,也就必须建立广泛的战略联盟。如果一个企业失去了合作伙伴的支持,也就无法适应客户价值满足集中化的要求,也就必然在残酷的市场竞争中处于不利地位。因此,它的增强,也就直接是企业支持力和和执行力的。
6.创新意识竞争。
一招先,吃遍天,这是市场竞争中的不二法门。要一招先就必须有不断的创新。谁能不断地创造出这一招先来,谁就能在这市场竞争中立于不败之地。所以,它既是企业支持力的一个重要内容,又是企业执行力的一个重要内容。
7.产品品牌竞争。
品牌需要以质量为基础,但仅有质量却不能构成品牌。它是强势企业文化在社会公众心目中的折射体现。因此它也直接构成企业整合内、外部资源的一种能力。品牌一旦形成,又直接是一种资源。因而它是构成企业支持力的一个重要内容。
综上所述,从整个激光切割机企业的各方面角度来看,任何一个要素没有得到提高,同样会影响企业核心竞争力,让企业得不到很好的效应。


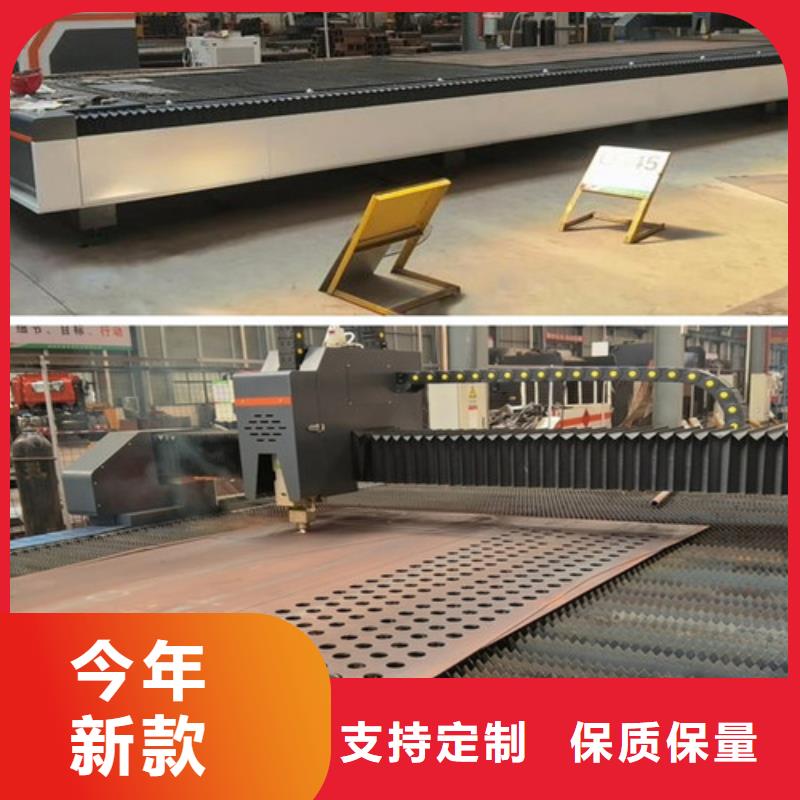
金属激光切割机在使用时,切割头会根据设定的切割轨迹行走,但不同材料、不同厚度、不同切割方式情况下,激光切割头高 度是需要调节控制的,割嘴与切工件表面的距离决定切口质量和切割速度的主要因素之一。金属激光切割机除了根据切割情况选择适合的割嘴型号及气压参数外,对 切割头与钢板之间高度需要根据切割材料厚度增减,不同的厚度的钢板,使用不同参数的。同时割嘴应调整相应的高度。
金属激光切割机使用过程中,为保证获得 高质量的切口,割嘴到被割工件表面的高度必须保持基本一致。由于激光切割机速度快,操作人员用眼睛看,用手调的操作方式就不行,反应速度是肯定达不到的。 特别是当切割薄板,或者材料表面有纹路,平整度不高或者切割加工环境有限的情况下,保持切割高度稳定就很重要。
金属激光切割机为了弥补手工调节切割时高度控制不稳定问题,配置了进口随动电容调高器。不管是切割多厚的板有了电容调高随动切割头,高度都能保持一致。
电容调高的原理是:电容感应环与待切割钢板间形成两平板间电容,电容大小与两者间的距离有关。



华宇诚数控科技(温州市永嘉县分公司)秉承对 光纤数控激光切割机产品达到工艺品质的j i致追求,汲取 光纤数控激光切割机领域严谨的工艺标准及管理哲学,引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。


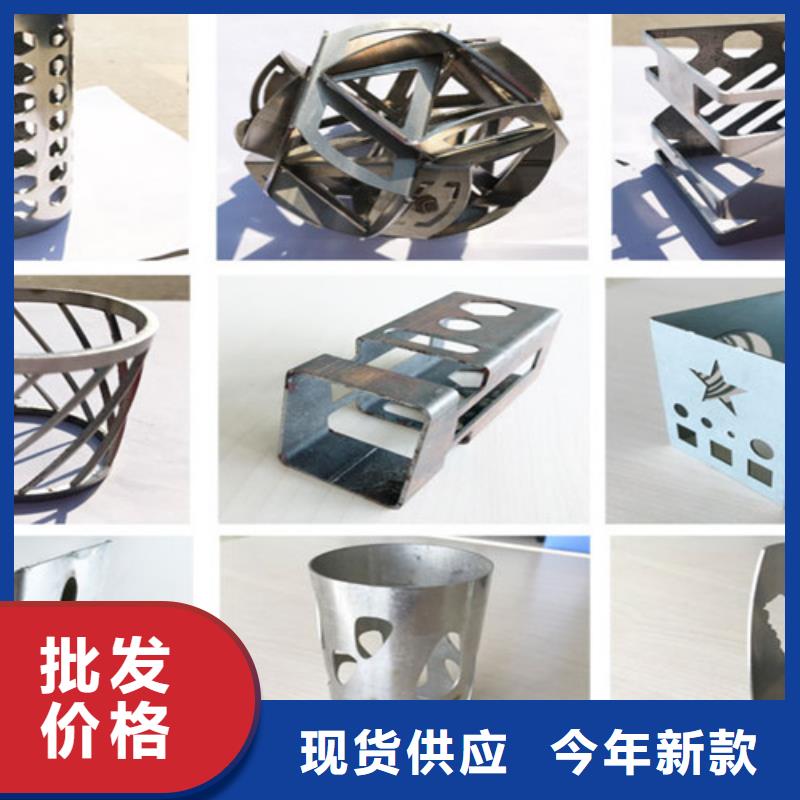
数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。


