

无缝管,合金钢管商家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:无缝管,合金钢管商家的图文介绍
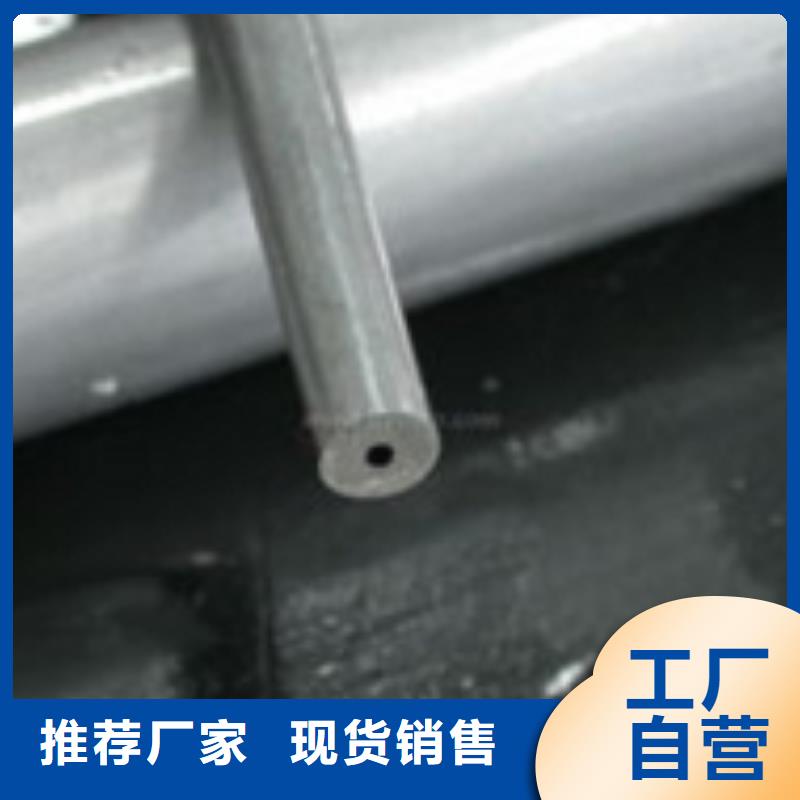
小口径无缝钢管 )小口径无缝钢管的材质:10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。 小口径无缝钢管重量计算公式:(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量) 小口径无缝钢管一般规格: 外径在(6mm-89mm)之间的大家习惯称之为小口径无缝管、因为他的直径比较的小。 壁厚在(1mm-12mm)其实还可以分为:小口径厚壁无缝管、小口径薄壁无缝管。 无缝钢管的规格通常用外径*壁厚(单位:mm)表示。无缝钢管按生产方法可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。热轧无缝钢管分一般钢管,低中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。


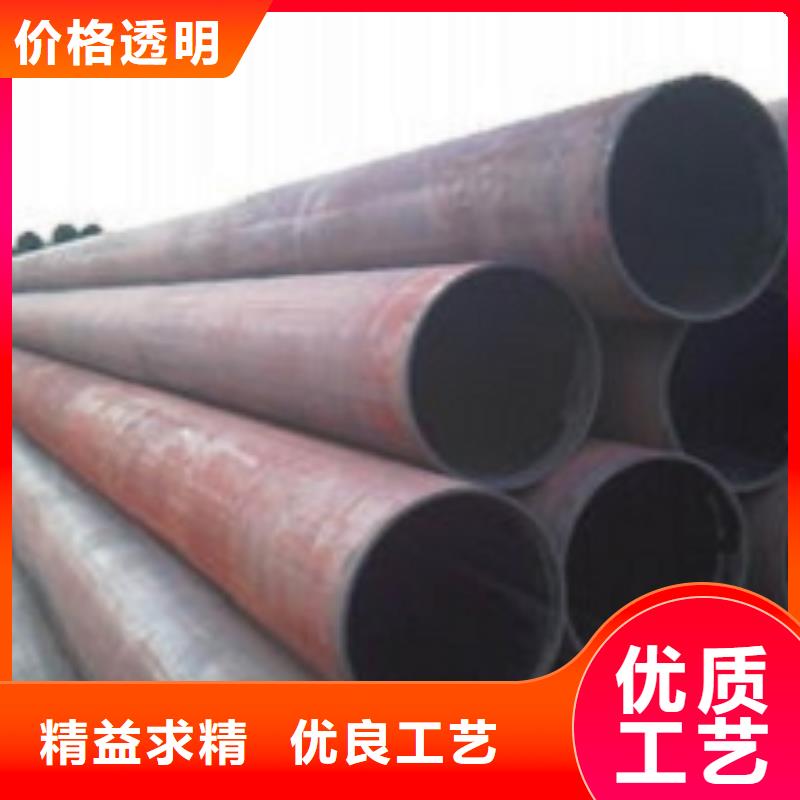
结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。 流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。 低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。 石油裂化用无缝钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道无缝钢管。 地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。 金刚石岩芯钻探用无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝钢管。 石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。 船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。 汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。



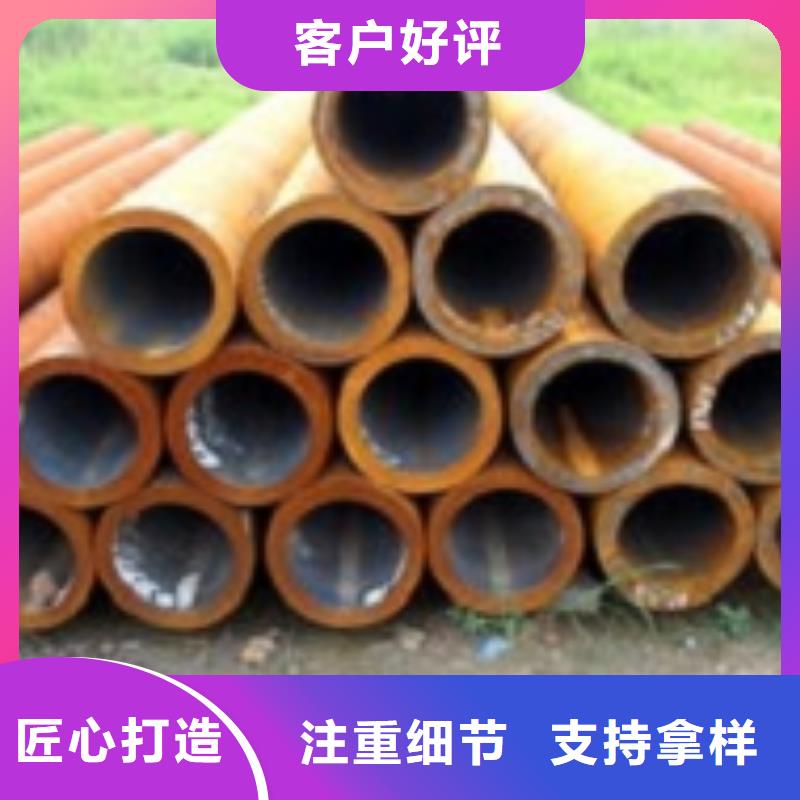
无缝管生产工艺 1、荒管(管坯): 生产所用的不锈钢圆管坯原料称之为荒管。 2、切管: 生产不锈钢管时需将头、尾切除,包括投料时对荒管两头的平头、中间品的切断及成品定切。在切钢管时会产生钢管的废料。 3、酸洗、去油: 对不锈钢管表面因高温加热后产生的氧化铁皮进行去除,从而达到生产钢管的要求及成品要求。工程用酸为混酸(HNO3+HF)。 4、检验修磨: 对不锈钢无缝钢管的缺陷进行检查修磨,把不利的缺陷干净。 5、冷拔(轧): 对钢管进行变形达到所需要的规格,生产不同规格的钢管需经过多道次来回的酸洗、固溶处理。 6、固溶: 不锈钢无缝管经过冷拔(轧)后产生了金属加工硬化。为了加工硬化便于再加工,因此,要经过固溶处理将其破碎的晶粒恢复。同时,也是对成品钢管的机械性能予以保证。 7、矫直: 经固溶(退火)处理后的钢管因热变形产生钢管弯曲,为达到钢管出厂直度标准要将钢管调直。 8、润滑: 钢管在冷拔加工前,为了在变形过程中钢管金属与拔管模金属不直接产生摩擦,因而在钢管的内外表面涂上一层由高温纳基脂+石灰配制而成的润滑剂经烘干,以形成一层隔离层。



艾斯特钢材(通辽市分公司)长期致力于【合金钢管】的研究、开发、生产工作,积累了丰富的【合金钢管】开发及生产经验,深受市场宠爱,是购买【合金钢管】的理想选择。
艾斯特钢材(通辽市分公司),【合金钢管】行业质量口碑相传,竭诚为您提供高质的【合金钢管】产品的服务! 欢迎您成为我们的合作伙伴!



45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。


