

联系我们

当前位置:
衡水 上沅工程技术(天津市分公司) >
天津本地每News
万向支座球铰支座厂家直销大量现货
更新时间:2025-06-05 00:27:58 ip归属地:天津,天气:晴,温度:20-34 浏览次数:9 公司名称:衡水 上沅工程技术(天津市分公司)
以下是:万向支座球铰支座厂家直销大量现货的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 229 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河北 |
| 品牌 | 上沅 |
| 型号 | 多种 |
| 规格 | 齐全 |
| 材质 | Q345C |
| 颜色 | 灰色/橘黄 |
| 加工方式 | 机加工 |
| 范围 | 生产基地位于【衡水】,供应范围覆盖天津市 和平区、河东区、河西区、南开区、红桥区、东丽区、西青区、津南区、北辰区、武清区、宝坻区、滨海新区等区域。 |
以下是:万向支座球铰支座厂家直销大量现货的图文视频





您是想要在天津市采购高质量的万向支座球铰支座厂家直销大量现货产品吗?上沅工程技术(天津市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的万向支座球铰支座厂家直销大量现货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张先生,地址:《龙熙顺景A区3号楼》。 天津市 天津市,简称“津”,别称津沽、津门,是中华人民共和国省级行政区、直辖市、中心城市、超大城市,全国先进制造研发基地、北方国际航运核心区、金融创新运营示范区、改革开放先行区。中国北方对外开放的门户,中国北方的航运中心、物流中心和现代制造业基地,环渤海地区的经济中心,国际消费中心城市和区域商贸中心城市,国际性综合交通枢纽,中国国际航空物流中心。截至2022年,天津市共辖16个区,总面积11966.45平方千米,常住人口1363万人。
一部视频,让您轻松掌握万向支座球铰支座厂家直销大量现货产品的核心优势。赶紧观看,开启您的产品体验之旅。
以下是:万向支座球铰支座厂家直销大量现货的图文介绍

优质 品质服务
我们用实力和品质说话
桁架支座
桁架支座的详细介绍
本地厂家 包退换货

支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,桁架支座规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,桁架支座无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,桁架支座质量保障,出厂经过严格的质检。
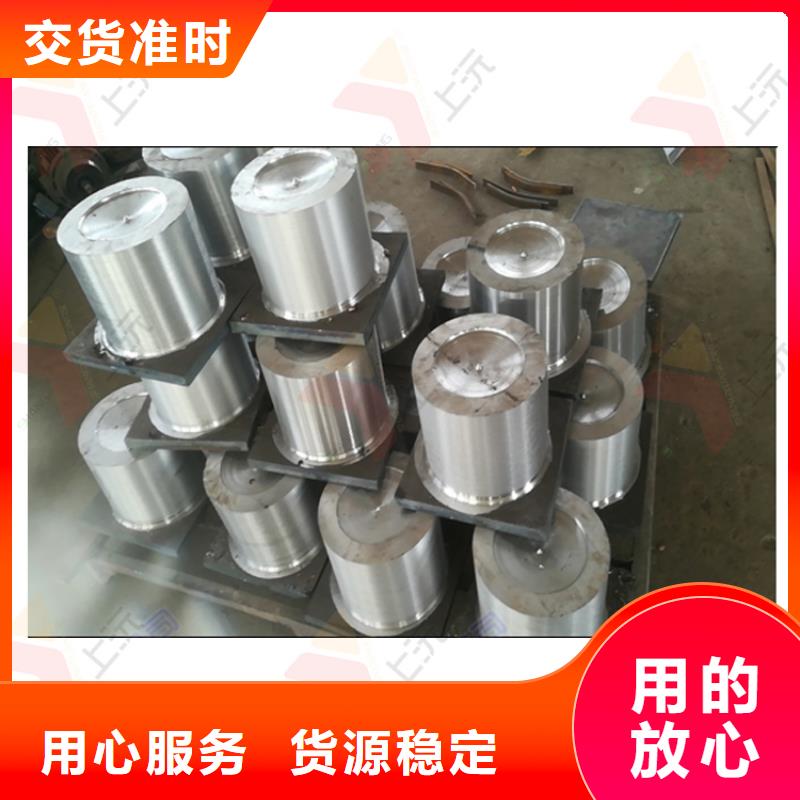
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

上沅工程技术(天津市分公司)本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 桁架支座。
今年在天津市购买万向支座球铰支座厂家直销大量现货有了新选择,上沅工程技术(天津市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的万向支座球铰支座厂家直销大量现货产品。如需购买或咨询,请随时联系我们,联系人:张先生-【15531817391】,地址:龙熙顺景A区3号楼。