
想了解【管线管无缝钢管来图定制量大从优】产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:【管线管无缝钢管来图定制量大从优】的图文介绍

大口径管线管的优点: 1、焊接钢管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性。壁厚越薄,它的投入产出比就会相应下降。 2、该产品的工艺决一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。 3、L290N大口径钢管厂生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


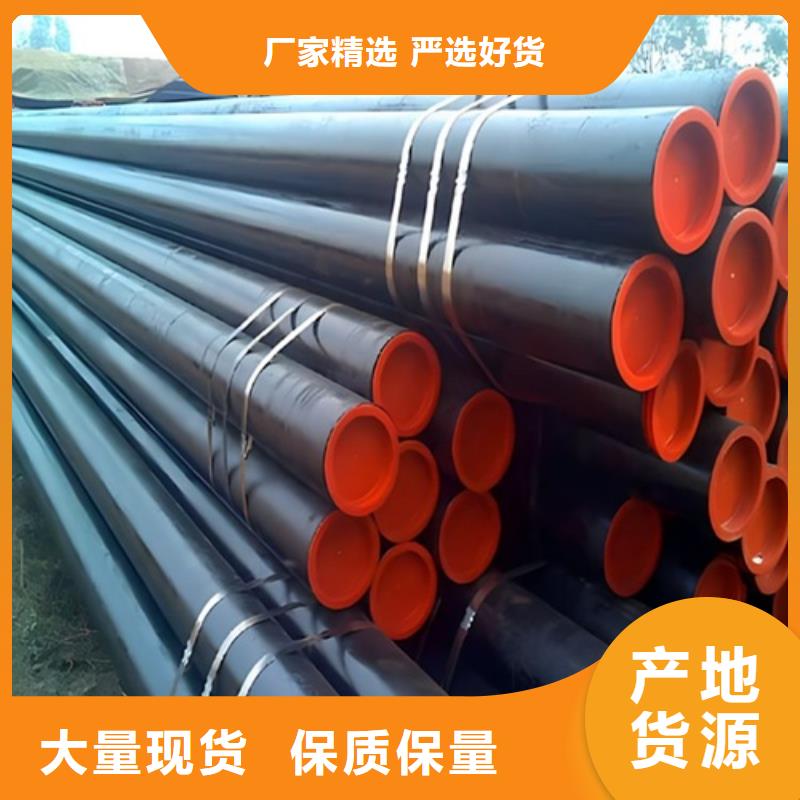
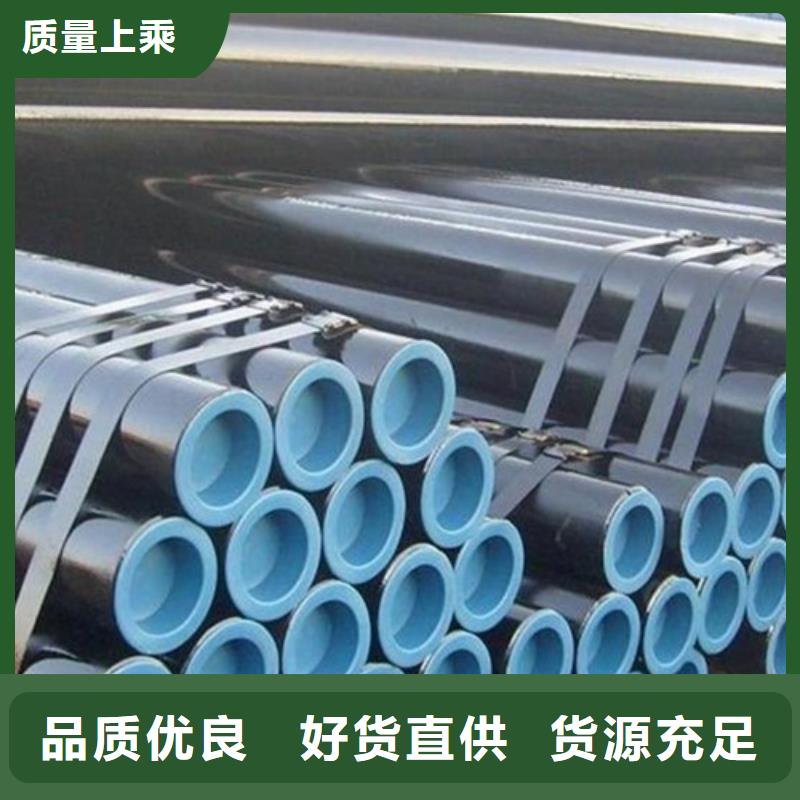
L245管线管尺寸:12米,6米,可定尺 材质钢:L245、L290、L360、L415、L480、GR.B、X42、X46、X56、X65、X70、X80、X100等。 产品用途: 用于石油、天然气工业中的气、水、油输送。API SPEC 5L-2011(管线管规范),是美国石油学会编制并发布的,在各地通用。 简单的说是把抽出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝 和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。 材质:L245,L360,A53,J55,N80 ,X42,X46,X52,X56,X60,X65/X70



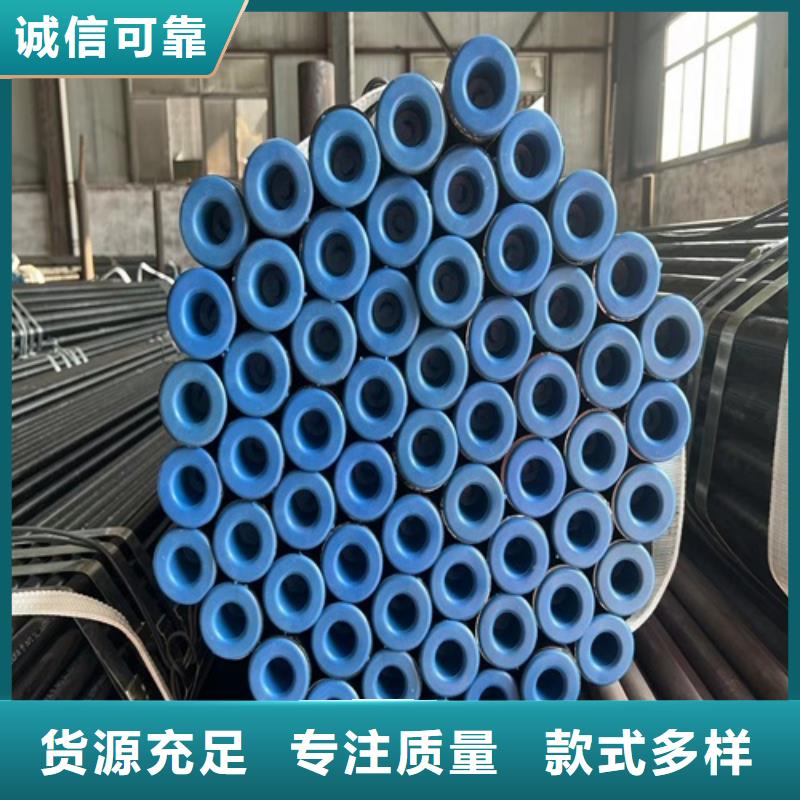
L360N管线除锈方法 1、喷出防锈处理喷出防锈处理是利用功率大的电动机推动喷出叶面转动,使钢球、钢砂、钢丝段、矿物等耐磨材料在电动机向心力的作用下对L360N管线管表层开展喷出解决,不但可以金属氧化物、锈迹和废弃物,并且L360N管线管在耐磨材料强烈撞击和摩擦力的效果下,还能做到所需求的匀称表面粗糙度。 2、专用工具防锈处理关键运用钢丝球等设备对材料外表完成打磨抛光,可以除掉松脱的氧化皮、锈迹、焊疤等。手动工具防锈处理能到达Sa2级别,驱动力专用工具防锈处理可做到Sa3级别,若不锈钢板材表层黏附的锌灰,专用工具去锈功效不理想化,达不上作业规定的锚纹。 3、酸洗钝化一般用化工和电解法两类方式做酸洗钝化解决,管路只使用有机化学酸洗钝化,可以除掉氧化皮、锈迹、旧镀层,有时候可以用其做为抛丸除锈后的再解决。化学水处理尽管能使表层实现的洁净度和表面粗糙度,但其锚纹浅,并且非常容易对周边环境产生环境污染。 L360N管线管是用热轧带钢打卷根据电焊焊接进行的,无缝钢管是不能电焊焊接的间隙的,无缝钢管是用园钢立即制做而成的一个总体的环形无缝钢管,用钢胚立即拉出去的。


L245管线管执行标准 L245管线管,规格是8-1240×1-200mm,标准是API SPEC,主要用于天然气工业中的气、水、油输送。 L245就是一种低压流体卷制管,其性能和20#无缝管差不多,L245的力学性能和化学成份 力学性能: 屈服强度:245 MPa 抗拉强度:415 MPa 伸长率 :21 min 化学成份: C:0.26 Mn:1.15 S : 不大于0.030 P:不大于0.030 L245NB中N的表示是L245的钢材进行了形变正火。B的意思是B级钢管。 所以L245NB表示的是在L245的基础上进行了形变正火。 L245N管线管执行GB/T9711-2011标准 L245N无缝钢管重量计算公式:(外径-壁厚)X 壁厚X0.02466=每米的重量(单位/kg/m)L245N无缝钢管机械性能:屈服强度:大于等于245MPa(35500psi)小于等于450MPa(65300psi)抗拉强度:大于等于415MPa(60200psi)小于等于655MPa(95000psi)


无缝钢管厂家直销,库存充足,规格齐全,欢迎来电咨询,价格有优惠,诚信至上,满足你的需求是鹏鑫钢铁(商洛市分公司)不懈的追求!



