
文字再美,也抵不过视频中的10个厚耐磨500钢板切割产品真实呈现,赶快点击观看吧!
以下是:宁夏10个厚耐磨500钢板切割的图文介绍
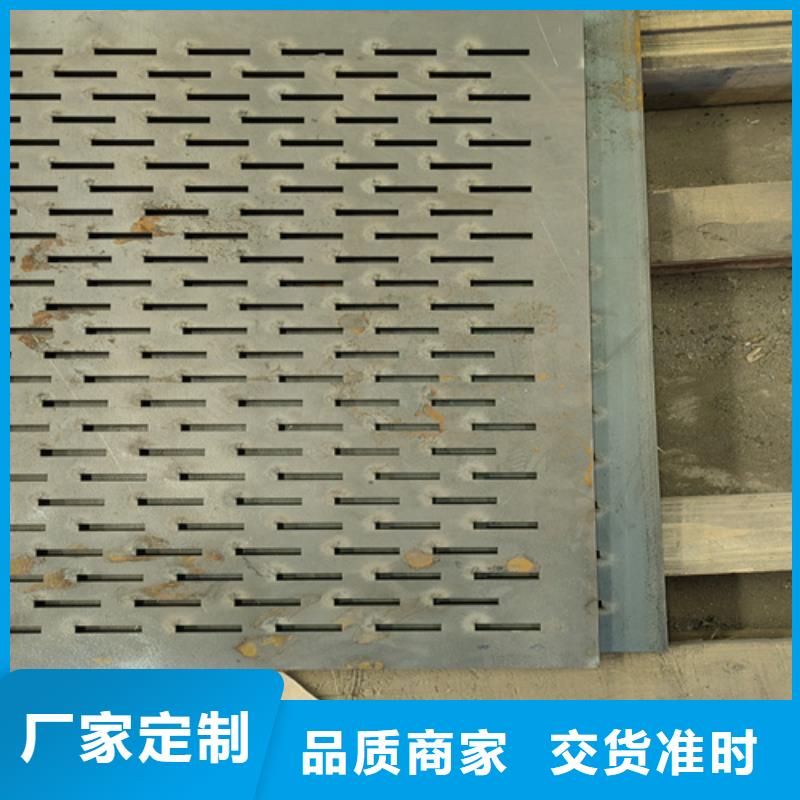
宁夏自古以来在国内享有“【NM400耐磨板】之乡”之美誉。具有历史悠久,技术先进,管理完善,生产发达的【NM400耐磨板】行业。我们的【NM400耐磨板】产品则发展了这一优势,在积累了多年设计、制造的基础上,采用了新结构,新技术,新工艺和优质的【NM400耐磨板】材料,【多麦金属】高锰耐磨耐候钢板生产厂家(宁夏分公司)的【NM400耐磨板】产品具有设计合理,价格优惠的特点。


注意:耐磨钢板预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。耐磨钢板 NM360/NM400/NM450/NM500其切割速度取决于钢板等级和厚度。
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保温时间安5min/mm)
对于切割后加热的方法,也采用燃烧枪、宁夏电子加热毯和节哀热炉的加热方式进行切割后的加热。



耐磨钢板磨损率计算方法有许多种,在不同的环境和要求下,会使用不同的方法,以计算更加精准的磨损率,下面就来看一下三种常见的耐磨钢板磨损率计算方法。耐磨钢板的磨损率计算方法一:以单位时间内单位载荷下材料的磨损量表示,即磨损率I=dV /(dt× dF)其中:V为磨损量,t为时间。磨损率" 在学术文献中的解释 :被磨试样的体积与磨擦功的比值,即单位摩擦功所磨试样的体积。GB5763一89中有体积磨损率的公式。相对磨损率:试验材料磨损率与在相同条件下的标准材料磨损率之比。耐磨钢板的磨损率计算方法二:单位长度内单位载荷下所磨损的体积。磨损率 δ=V/∑W=HA/∑W其中:δ--磨损率,单位为:立方厘米/(N.m)V--试件磨损体积,单位为 :立方厘米H--试样线性总磨损量,单位为:厘米A--试样表观面积,单位为:平方厘米∑W--累计摩擦功,单位为 :N.m耐磨钢板的磨损率计算方法三:钢材常用磨损率计算公式磨损率A=△w (p ?S ?P)其中:△w:为摩擦前后的质量差;p为钢的密度; S:为摩擦路程; P:为所加载荷。以上三种耐磨钢板磨损率计算方法是较为常见的。



