





聚金属制品(洛阳市分公司)十年专注 【高速开口栏网】,资源充足,库存大,价位特低。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。我们的理念是以实际的经营手法为顾客设计生产他们需要的产品,成为国内外使用高标准、高技术、要求的厂商。


不锈钢复合管护栏的工艺性能有几点呢?
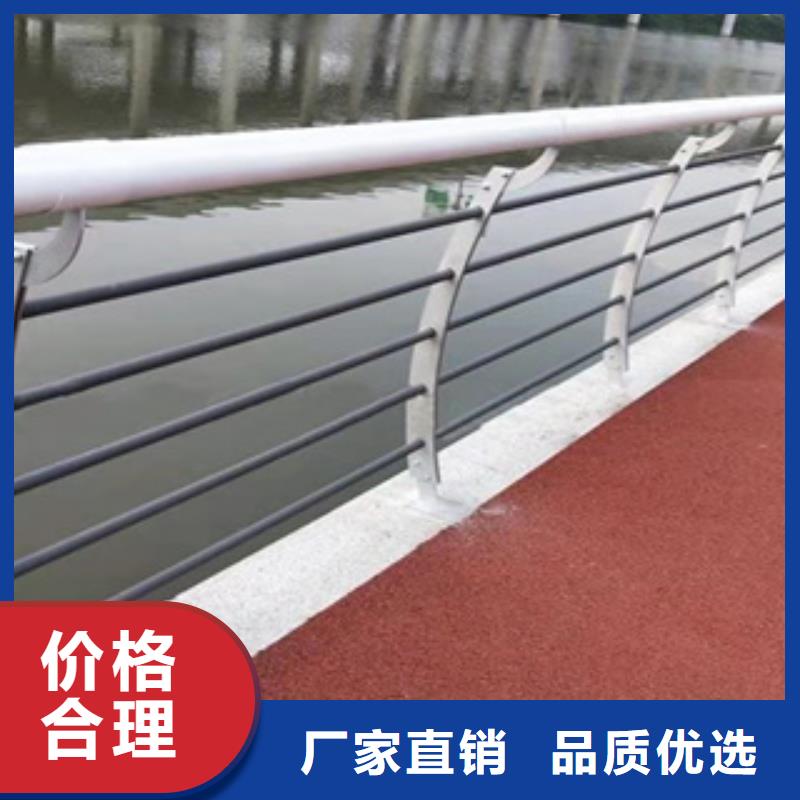
不锈钢复合管护栏兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管
护栏的表面质量:
1、复合管基材应包覆紧密、匀称。
2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷。
3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5
毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号。
不锈钢复合管护栏的工艺性能有:
1、弯曲试验 弯曲角度为90度,弯心半径为复合管外径的3-5倍,复合管试样弯曲处内侧面不得有皱褶。
2、扩口试验 顶心锥度为60度,将复合管试样的外径扩至管径的6%时,不得有裂纹和裂口。
3、压扁试验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。



1、 护栏抗水平荷载;住宅建筑不应小于500N/m,人流集中的场所不应小于1000N/n
2、 护栏材料应选择具有良好耐候性和耐久性材料,阳台、外走廊和屋顶等遭受日洒雨淋的地方,不得选用木材和易老化的复合塑料等,金属型材壁厚应符合以下要求;
(1) 不锈钢:主要伤力杆件壁厚不应小于1.5m一般杠件不宜小于1.2mm
(2) 型钢:主要伤力杆件壁厚不应小于3.0mm 一般杠件不宜小于2.0mm
(3) 铁合金:主要伤力杆件壁厚不应小于3.5mm 一般杠件不宜小于2.0mm
3、 护栏高度及立杆间距必须符合((住宅设计规范))GB50096的规范,即多层住宅及以下及以上的临空护栏高度不低于1.05m,中高层住宅的临空护栏高度不低于1.1m,楼梯楼段护栏和落地窗维护护栏的高度不低于0.9m,楼梯水平段护栏长度大于0.50m时其高度不低于1.05m护栏垂直杆件的净距不大于0.11m采用非垂直杆件时,必须采取防止儿童攀爬的措施
4、 护栏设计除应明确式样,高宽尺寸,材料品种外,还应有制作连接和安装固定的构造详图以及明确杆件的规格型号及壁厚等。



复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。



讲解下有关不锈钢复合管护栏进行热处理和冷拨相关步骤
不锈钢复合管护栏在我们的生产、生活中无处不在,起到了很大的作用。它的质量的好坏影响着我们的生活,我
们在对其进行制作的过程中需要严格按照相关技术要求进行处理,这样才能保证其质量,下面有本公司为大家讲
解下有关复合管进行热处理和冷拨相关步骤。
我们在岁复合管进行热处理或冷拔(必要时)。穿孔,经热穿孔后的管坯,使棒材与基材达到 步冶金结合。随
后按用户需要以生产无缝钢管的工艺可进行热挤压、热轧(或冷加工)。直至达到用户所希望的尺寸要求,这样就得到
了好像由单一材质组成的管子。它把外层的机械强度和内衬的耐蚀性能结合了起来。像国外公司基本上都采用的是这
种工艺。
我们在对复合钢板机型焊接的时候需要将两种不同材质的板坯用超大功率热轧机进行热复合,然后用UO工艺卷
成管坯,再进行纵缝焊接。采用这种方法生产复合钢管的工艺流程为:热轧板坯用机械或化学法处理二层板坯,待复
合表面UO成形管坯,组成双层板进行热轧复合纵缝焊接扩管热处理。
因为复合管拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,也
在我们生活中起到了很大的作用,所以我们在制作上面需要格外注意,才能保证产品的质量过关。
