



绕筋机全自动钢筋笼滚焊机厂家精工制作产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:绕筋机全自动钢筋笼滚焊机厂家精工制作的图文介绍
建贸机械设备(昆明市分公司)十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 数控钢筋笼绕笼机销售产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 数控钢筋笼绕笼机销售产品。



钢筋笼绕筋机格栅钢架按照断面曲率分节弯制完成后,先在加工场地上进行试拼。各节钢架拼装,要求尺寸准确,弧形圆顺,要求沿周边轮廓误差不大于3cm;钢架平放时,平面翘曲小于2cm。3. 技术参数◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:10~450mm可任意;◆ 功率:1500型以下设备14.5KW,2000以上型号设备20KW;◆ 滚焊速度根据操作手的熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采用坦克链式保护,确保设备运行。现场施工制作灌注桩是一种就位成孔,灌注混凝土或钢筋混凝土而制成的桩。常用的有:(1)钻孔灌注桩:用螺旋钻机、潜水钻机等就地成孔灌注混凝土而成桩,施工时无振动、不挤土,但桩的沉降量稍大。螺旋钻机宜用于地下水位以上的粘性土、砂土及人工填土等,钻削下来的土块沿钻杆上的螺旋叶片上升孔外,孔径300mm左右,钻孔深度8~12m,根据土质和含水量选择钻杆。



焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。



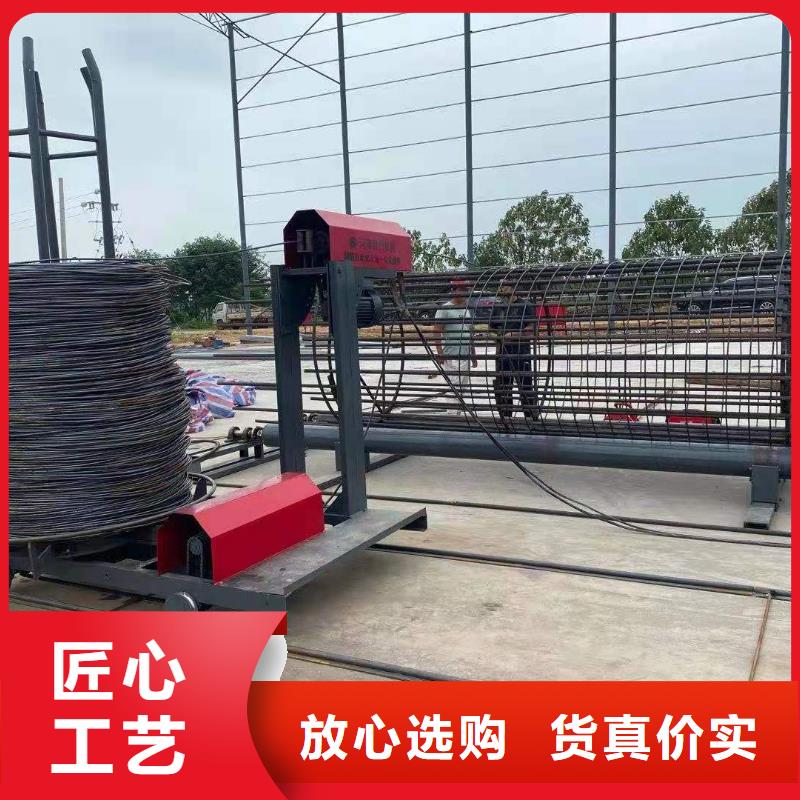
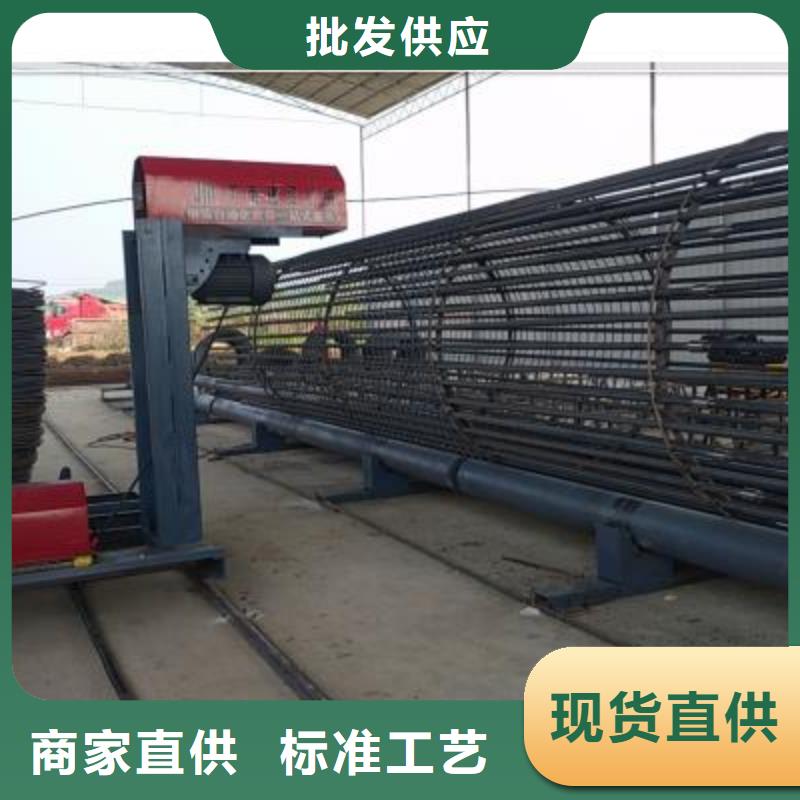
钢筋笼绕筋机-技术钢筋笼接长时在确保连接垂直的基础上要加速焊接速度,尽或许会缩短沉放时间,这有利于钢筋笼顺利吊放以及孔底沉渣量;其它,应确保钢筋笼垫层保护块不漏放,钢筋笼垫层保护块好作成半径为垫层厚度的导轮,这既能垫层厚度要求,又能够对孔壁性的。焊接问题是钢筋笼制作里一个比较突出的问题。①碰焊接头错位、弯曲。错位主要是由于碰焊工工作量大,注意力不集中引起的问题,经过提醒并且不定期的抽样检查,碰焊有了明显。②钢筋笼焊接时的咬肉问题。这个问题的产生主要是因为民工队伍技术水平不到位,许多是生手,其次是因为由于电焊工数量不够,由一班人加班加点,疲劳引起的问题。如果更换生手并且配足电焊工的话,问题就会解决。钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。模板可根据不同工程钢筋笼的设计进行更换客户自已找地方制作。



潜水钻机宜用于粘性土、砂土、淤泥和淤泥质土等,尤宜于地下水位较高的土层中成孔。钻孔时为防止坍孔用泥浆护壁。在粘土中用清水钻进,自造泥浆护壁;在砂土中应注入制备的泥浆钻进。利用泥浆循环排除钻削下的土屑,钻至要求深度后要清孔以排除沉在孔底的土屑,桩的沉降量。目前在高层建筑和桥梁等大型工程中推广应用的大直径钻孔灌注桩多用此法施工,桩径多在1m以上,桩底部还可扩孔,单桩承载能力可达数千吨。(2)沉管灌注桩:用锤击或振动将带有钢筋混凝土桩靴(桩尖)或活瓣式桩靴的钢管沉入土中,然后灌注混凝土同时拔管而成桩。用锤击沉管、拔管者称锤击灌注桩;用激振器的振动沉管、拔管者称振动灌注桩。此法成桩易发生断桩、缩颈、吊脚桩、桩靴进水和进泥等弊病,施工中注意检查并及时处理。此外,还有用使桩孔底部形成扩大头以增大承载能力的爆扩灌注桩。绕筋机
