
产品详细介绍
以下是:河南省焦作市PE燃气管-HDPE双壁波纹管工厂采购的产品参数
导读 【润星电力】业务覆盖多领域场景,主营温县【黑色电力管材】、马村地埋穿线电缆保护管、驻马店BWFRP电缆保护套管、平顶山MPP电力管、开封HDPE双壁波纹管、许昌HDPE穿线管等产品服务。PE燃气管-HDPE双壁波纹管工厂采购,润星电力管材(焦作市分公司)为您提供PE燃气管-HDPE双壁波纹管工厂采购,联系人:王经理,电话:【18068949505】、【18068949505】。 河南省,焦作市 焦作是商汤革命的起始地,是武王伐纣的前沿根据地,是后汉光武中兴的大本营,是司马懿、韩愈、李商隐、朱载堉、许衡及竹林七贤山涛、向秀等历史文化名人故里,是太极拳发源地,拥有云台山、神农山、青天河等3个5A级景区。“太极圣地”、“山水焦作”两大品牌享誉海内外。
以下的PE燃气管-HDPE双壁波纹管工厂采购视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:河南焦作PE燃气管-HDPE双壁波纹管工厂采购的图文介绍
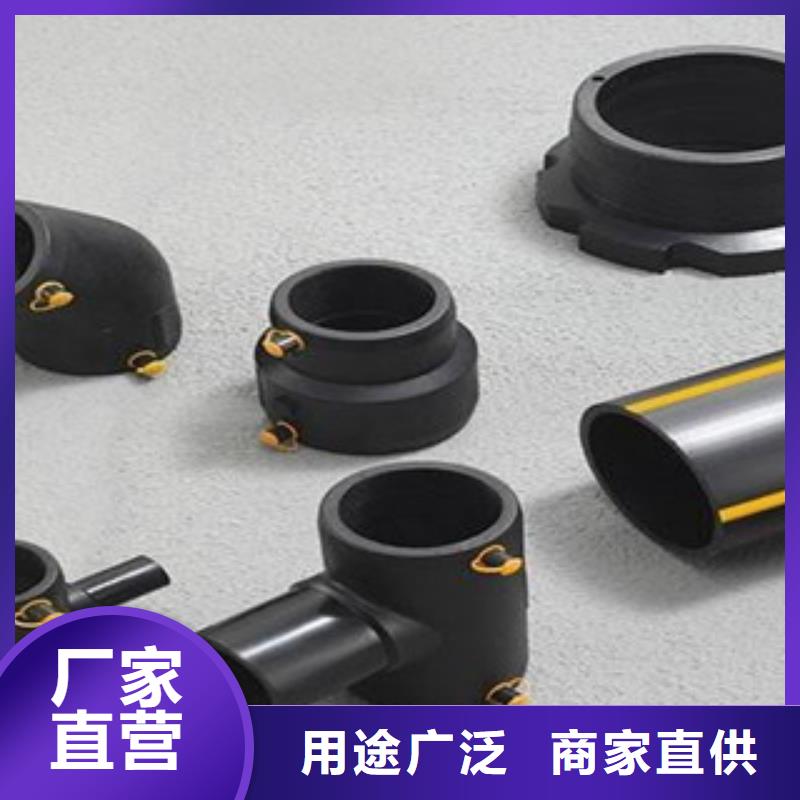
产品特点图

PE管在建筑中的设计理论和施工技术等方面取得了很大的发展和完善,并积累了丰富的实践经验,促使PE管在建筑给排水管道工程中占据了相当重要的位置,并形成一种势不可挡的发展趋势。在我国,给水管道中用的较多的塑料管材主要有PVC-U给水管、PP-R管、铝塑复合管(PAP)、钢塑复合管(SP)、HDPE管等。HDPE管是近两三年才出现于市场,是采用先进的生产工艺和技术,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。
HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,在给排水管道系统中,塑料管材逐渐取代了铸铁管和镀锌钢管等传统管材成为了主流使用管材。塑料管和传统管材相比,具有重量轻,耐腐蚀,水流阻力小,节约能源,安装简便迅速,造价较低等显著优势,受到了管道工程界的青睐。同时,随着石油化学工业的飞速发展,塑料制造技术的不断进步,塑料管材产量迅速增长,制品种类更加多样化。而且,塑料管材在建筑中的设计理论和施工技术等方面取得了很大的发展和完善,并积累了丰富的实践经验,促使塑料管材在建筑给排水管道工程中占据了相当重要的位置,并形成一种势不可挡的发展趋势。
在我国,给水管道中用的较多的塑料管材主要有PVC-U给水管、PP-R管、铝塑复合管(PAP)、钢塑复合管(SP)、HDPE管等。HDPE管是近两三年才出现于市场,是采用先进的生产工艺和技术,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,输送燃气应采用PE80和PE100等级的中或高密度聚乙烯管;给水管通常采用PE80和PE100等级的中或高密度聚乙烯管,PE63已经逐渐趋于淘汰。在输水方面,增长快的则是PE100管道系统,今后五年的增长率有望达到10%以上。
HDPE管道的口径从DN16到DN315,共分18个级别。压力等级在0.25Mpa ~1.0Mpa之间,共4个等级。
HDPE管在温度190℃n240℃之间将被熔化,利用这一特性,将管材(或管件)两熔化的部份充分接触,并保持适当压力,冷却后两者便可牢固地融为一体。因此, PE管的连接方式与 U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,按照管径大小情况具体可分为:DN≤63时,采用注塑热熔承插连接;DN≥75时,采用热熔对接连接或电熔承插连接;与不同材质连接时采用法兰或丝扣连接。HDPE管道主要用于:市政工程供水系统,建筑物室内给水系统,室外埋地给水系统及居住小区、厂区埋地给水系统,旧管线修复,水处理工程管道系统,园林、灌溉及其他领域的工业用水管等。
HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,在给排水管道系统中,塑料管材逐渐取代了铸铁管和镀锌钢管等传统管材成为了主流使用管材。塑料管和传统管材相比,具有重量轻,耐腐蚀,水流阻力小,节约能源,安装简便迅速,造价较低等显著优势,受到了管道工程界的青睐。同时,随着石油化学工业的飞速发展,塑料制造技术的不断进步,塑料管材产量迅速增长,制品种类更加多样化。而且,塑料管材在建筑中的设计理论和施工技术等方面取得了很大的发展和完善,并积累了丰富的实践经验,促使塑料管材在建筑给排水管道工程中占据了相当重要的位置,并形成一种势不可挡的发展趋势。
在我国,给水管道中用的较多的塑料管材主要有PVC-U给水管、PP-R管、铝塑复合管(PAP)、钢塑复合管(SP)、HDPE管等。HDPE管是近两三年才出现于市场,是采用先进的生产工艺和技术,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,输送燃气应采用PE80和PE100等级的中或高密度聚乙烯管;给水管通常采用PE80和PE100等级的中或高密度聚乙烯管,PE63已经逐渐趋于淘汰。在输水方面,增长快的则是PE100管道系统,今后五年的增长率有望达到10%以上。
HDPE管道的口径从DN16到DN315,共分18个级别。压力等级在0.25Mpa ~1.0Mpa之间,共4个等级。
HDPE管在温度190℃n240℃之间将被熔化,利用这一特性,将管材(或管件)两熔化的部份充分接触,并保持适当压力,冷却后两者便可牢固地融为一体。因此, PE管的连接方式与 U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,按照管径大小情况具体可分为:DN≤63时,采用注塑热熔承插连接;DN≥75时,采用热熔对接连接或电熔承插连接;与不同材质连接时采用法兰或丝扣连接。HDPE管道主要用于:市政工程供水系统,建筑物室内给水系统,室外埋地给水系统及居住小区、厂区埋地给水系统,旧管线修复,水处理工程管道系统,园林、灌溉及其他领域的工业用水管等。

适用范围


润星电力管材(焦作市分公司)坐落于塑料管材产业园,地理位置较好,交通便捷,环境优美。公司致力于将自身打造成为一个能为客户和员工提供广阔发展空间的平台!本公司主营 HDPE农田喷灌管。我们的宗旨;质量是企业的灵魂,信誉是发展的保证!为客户提供良好的服务;是我们一贯的做法,快捷的反应和专业水准的服务成为你事业成功的伙伴,欢迎来电垂询,想顾客之所想,急顾客之所急,是我们对客户诚信的保证,公司愿与您搭起一座友谊的桥梁,铸就美好的未来!



为什么选择我们

使电熔管件内表面和承插管材的外表面达到合理的熔化温度,升温膨胀产生焊接压力,冷却后熔为一体,达到焊接目的。热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。
焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。管道热熔或电熔连接的环境温度应在-5~+45℃范围内,风力应小于5级。因此在寒冷的冬季,应采取保温、防风措施,并应调整连接工艺;炎热的夏季进行操作时,应采取遮阳措施。管材、管件存放处与现场温差较大时,连接前应将管材、管件在施工现场放置一定时间,使其温度接近施工现场温度。2.6焊接工艺在热熔焊接工艺参数中,与焊接直接有关的参数有焊接温度、时间和压力。在焊接温度确定的情况下压力和时间的关系见图1。图中p1——总的焊接压力(表压),MPap2——焊接规定的压力(表压),MPap3——拖动压力(表压)。
MPat1——卷边达到规定高度的时间,st2——焊接所需要的吸热时间。st3——切换所规定的时间,st4——调整压力到p1所规定的时间,st5——冷却时间,mint6——总的焊接时间,min对接焊接要获得质量合格的焊口,必须满足的基本条件是:①焊接界面必须清洁、干燥;②合理的加热温度和加热时间;③合适的外力,加剧分子变形。在加热过程中,施加水平径向拖力能平整管材端面上的不平整度,但若压力过大,会导致熔料流向焊端的边缘,改变焊接接头的形状,严重影响焊接质量。在熔接过程中,施加水平径向外力是为了排除气孔和气体夹杂物,受热氧化破坏的材料,补偿材料收缩。冷却过程是在保持一定外力的情况下,长时间内以缓慢速度进行焊缝材料的收缩、翻边结构的形成过程。

总结 在河南省焦作市采购PE燃气管-HDPE双壁波纹管工厂采购请认准润星电力管材(焦作市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-【18068949505】)。