





我们精心制作的 螺旋输送机多种工艺产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:湖南郴州 螺旋输送机多种工艺的图文介绍

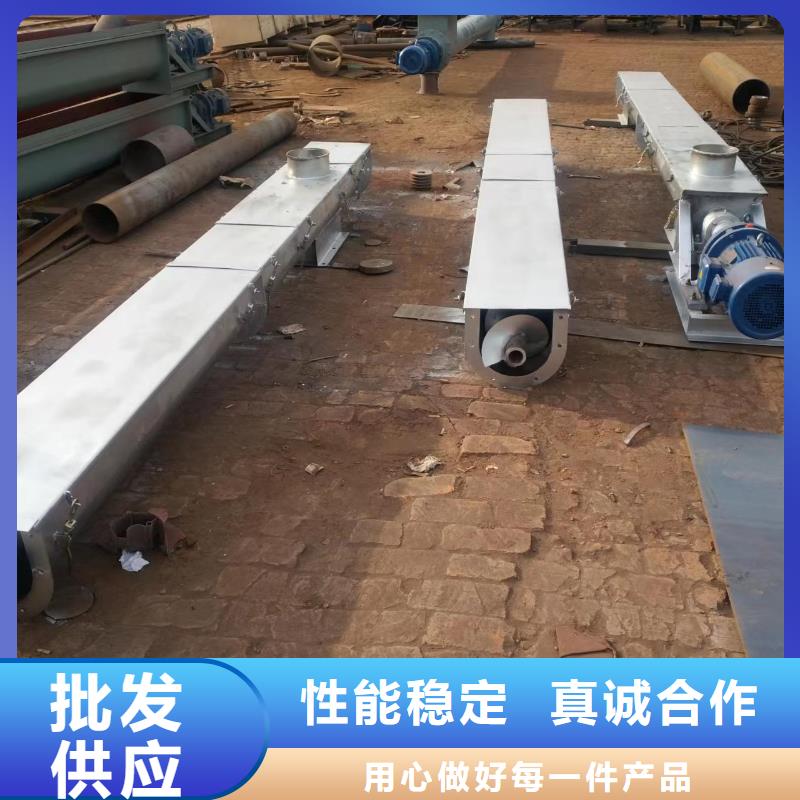
湖南郴州螺旋输送机管型螺旋输送机(又称管式螺旋输送机)是一种全封闭式垂直/水平输送设备,核心适配需防泄漏、防污染或长距离输送的场景,结构紧凑且密封性强。### 核心结构特点- 机壳为圆形钢管(全封闭设计),材质可选碳钢、不锈钢或耐磨合金,适配不同工况防护需求。- 核心部件:内置实体/带式螺旋叶片,固定在传动轴上,两端配密封轴承座和驱动装置(电机+减速机)。- 密封系统:采用填料密封、机械密封或油封,防止物料泄漏和粉尘外逸,部分型号可实现负压输送。- 安装形式:支持水平、倾斜(≤45°)或垂直安装,长距离输送(>10m)可加装中间支撑轴承,减少轴体挠度。### 性能与适用场景- 输送参数:水平输送长度可达40m,垂直高度≤12m,输送量5-200m3/h,适配粉状、粒状、小块状物料(块度≤50mm)。- 适配物料:- 常规物料:粮食、饲料、煤粉、水泥粉、化工颗粒等。- 特殊物料:有毒有害物料(防泄漏)、易扬尘物料(防污染)、高温物料(≤300℃,需选耐热材质)、腐蚀性物料(不锈钢材质)。- 典型应用:化工车间有毒原料输送、食品厂洁净原料转运、建材厂水泥/粉煤灰封闭输送、矿山井下粉尘物料输送、污水处理厂污泥输送(带式叶片)。### 核心优势- 密封性极强:全封闭管体设计,无粉尘泄漏、无物料污染,符合环保和洁净生产要求。- 输送范围广:可水平、倾斜、垂直多方向输送,适配复杂场地布局,长距离输送效率稳定(无明显回流)。- 结构紧凑:占地面积小,管道可穿墙、拐弯安装,适合空间受限的车间或井下场景。- 运行稳定:叶片与管体间隙均匀,磨损小,噪音低(比U型输送机低10-15dB),维护周期长。### 主要局限- 成本较高:管体加工和密封要求高,采购、安装成本高于U型螺旋输送机。- 易堵塞风险:不适用于高粘性、易结块物料,一旦堵塞需拆卸管道清理,维护难度大。- 物料适应性受限:大块物料(>50mm)易卡滞,磨琢性过强的物料会加速管体和叶片磨损。- 检修不便:全封闭结构导致内部部件(叶片、轴承)检修时需拆卸管道,耗时较长。要不要我帮你整理一份**管型与U型螺旋输送机选型对比表**,明确两者在密封、成本、适配场景等维度的差异,方便快速决策?


z u i近几年随着效益的增长,公司规模日益增大, 通风蝶阀产品成功销往天津、辽宁、江苏、上海、浙江、福建、河南、山东、陕西、山西、广东、广西等全国30多个省市,衡泰重工机械制造(郴州市分公司)愿以优良的产品,优质的服务,让您用优惠的价格、快捷的方式买到放心的产品,与国内外新老客户共创辉煌!



实体螺旋叶片的核心加工工艺分为**整体成型、分段拼接、连续冷轧**三类,需根据叶片尺寸、材质和精度要求选择,不同工艺适配场景差异显著。### 一、主流加工工艺及特点#### 1. 连续冷轧成型工艺(应用广)- 工艺原理:将钢带通过专用冷轧机的轧辊模具,连续轧制出螺旋升角、外径一致的螺旋叶片,无需焊接,一体成型。- 核心优势:生产效率高、成本低,叶片表面光滑、尺寸精度高(螺距误差≤±2mm),材质利用率达95%以上。- 适配场景:中小尺寸叶片(外径≤600mm、螺距≤800mm),材质以碳钢、不锈钢为主,适合批量生产。- 局限:无法加工大厚度叶片(一般≤12mm),高硬度材质(如Mn13锰钢)轧制难度大,易开裂。#### 2. 分段拼接焊接工艺(适配大尺寸/厚叶片)- 工艺原理:按叶片螺距和外径,将板材切割成单个“扇形坯料”,加热后通过模具压制成单圈螺旋,再将多圈叶片焊接在传动轴上,拼接成完整螺旋。- 核心优势:可加工大尺寸(外径>600mm)、大厚度(≥10mm)叶片,适配锰钢、耐磨合金等硬材质,灵活性高。- 适配场景:大型U型螺旋输送机、高磨琢工况,如矿山、建材行业的大流量输送设备。- 局限:焊接处易产生应力集中,需后续热处理,表面精度低于冷轧工艺,生产周期长、成本高。#### 3. 整体锻造工艺(高精度/高负荷场景)- 工艺原理:将整块坯料加热至高温后,通过锻压机和专用模具,一次性锻造成完整的螺旋叶片(单头或多头),再经机加工精修尺寸。- 核心优势:叶片整体无焊缝,强度高、抗冲击性强,尺寸精度极高(螺距误差≤±0.5mm),适合高负荷、高转速工况。- 适配场景:精密输送设备、高温/高压工况,或输送大块耐磨物料的重型设备。- 局限:成本极高、生产周期长,仅适用于定制化、小批量生产,大尺寸叶片锻造难度大。#### 4. 冲压成型工艺(小型/薄叶片批量生产)- 工艺原理:用冲压机配合专用模具,对薄板材(厚度≤5mm)进行一次性冲压成型,直接得到单圈或多圈叶片。- 核心优势:生产效率极高、成本极低,适合大批量生产小型叶片(外径≤300mm)。- 适配场景:轻型输送机、食品级小型设备,材质以薄碳钢、304不锈钢为主。- 局限:叶片厚度受限,强度较低,不适用于磨琢性或重载工况。### 二、工艺选型关键原则- 批量+中小尺寸+普通材质:选连续冷轧成型(性价比)。- 大尺寸+厚叶片+硬材质:选分段拼接焊接(灵活性强)。- 高精度+高负荷+定制化:选整体锻造(强度和精度)。- 小型+薄叶片+大批量:选冲压成型(成本、效率)。要不要我帮你整理一份**实体螺旋叶片加工工艺选型对照表**,明确每种工艺的参数范围、适配场景、成本和维护要点,方便快速匹配需求?湖南郴州螺旋输送机显著的特点。


湖南郴州螺旋输送机的填充系数并非固定值,核心与物料特性、设备参数、工况条件三大类因素直接相关,这些因素共同决定了填充系数的合理取值范围,具体如下:一、物料特性(核心影响因素)物料本身的物理属性直接限定填充系数的基础区间,是选择的核心依据:物料形态与流动性:粉状物料流动性好但易滑动,填充系数偏低(0.25~0.35);粒状物料流动性适中,填充系数偏高(0.35~0.45);小块状物料流动性差,填充系数需降低(0.2~0.3)。粘性与结块性:粘性越强(如酒糟、脱水污泥)或易结块(如受潮面粉),填充系数越低(0.15~0.25),避免物料粘连堵塞;无粘性物料可按常规区间取值。堆积密度与粒度:堆积密度大的物料(如砂石、矿石),填充系数宜偏低,减少设备负荷;粒度均匀的物料比粒度混杂的物料可适当提高填充系数(混杂物料易卡滞)。磨琢性:高磨琢性物料(如石英砂、再生骨料),填充系数需略低于常规值(降低 5%~10%),减少叶片与物料的磨损,避免阻力异常增大。二、设备结构与参数设备自身设计参数决定了填充系数的适配上限,避免超出设备承载能力:螺旋叶片类型:实体叶片密封性好,可承受较高填充系数(0.3~0.45);带式 / 桨叶式叶片因结构空隙,填充系数需降低(0.2~0.35),防止物料泄漏或卡滞。螺旋直径与螺距:大直径螺旋(≥400mm)管内空间充足,填充系数可偏高;小直径螺旋(≤200mm)空间有限,填充系数宜偏低(避免堵塞)。螺距越大(S≈1.2D),填充系数可略高;螺距越小(S≈0.8D),填充系数需降低。转速:低转速(≤30r/min)时,物料离心力小、滑动少,填充系数可偏高;高转速(>40r/min)时,物料易因离心力脱离叶片,填充系数需降低(10%~15%)。机壳类型:管型全封闭机壳密封性好,填充系数可按常规值;U 型敞开式机壳易扬尘或物料溢出,填充系数需低于管型机(降低 5%~10%)。三、工况运行条件实际使用场景的环境与输送要求,需对填充系数做针对性调整:输送方向:水平输送填充系数(按基础值);倾斜输送(θ>10°)时,物料受重力下滑,填充系数随角度增大而降低(θ=40° 时降低 40%);垂直输送填充系数(≤0.25),且仅适用于特定物料。输送距离:短距离(≤15m)物料滑动损耗小,填充系数可取上限;长距离(>30m)损耗累积,填充系数需降低(10%~15%),避免阻力叠加导致过载。进料与出料方式:单点进料比多点进料的填充系数更稳定,可适当偏高;出料口狭窄或需定量出料时,填充系数需降低,防止出料不畅导致堆积。环境条件:潮湿环境中,物料易吸潮结块,填充系数需降低(10%~20%);高温环境(>200℃)下,物料流动性变化,填充系数需按实际测试微调。核心关联逻辑总结填充系数的本质是 “物料特性、设备承载、工况需求” 的平衡值 —— 物料流动性越好、设备空间越大、工况越平稳(水平短距离),填充系数可越高;反之,粘性强、设备空间小、工况复杂(倾斜长距离),填充系数需越低,避免堵塞、过载等问题。



