

不锈钢焊管【不锈钢板304】品质优选的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:不锈钢焊管【不锈钢板304】品质优选的图文介绍


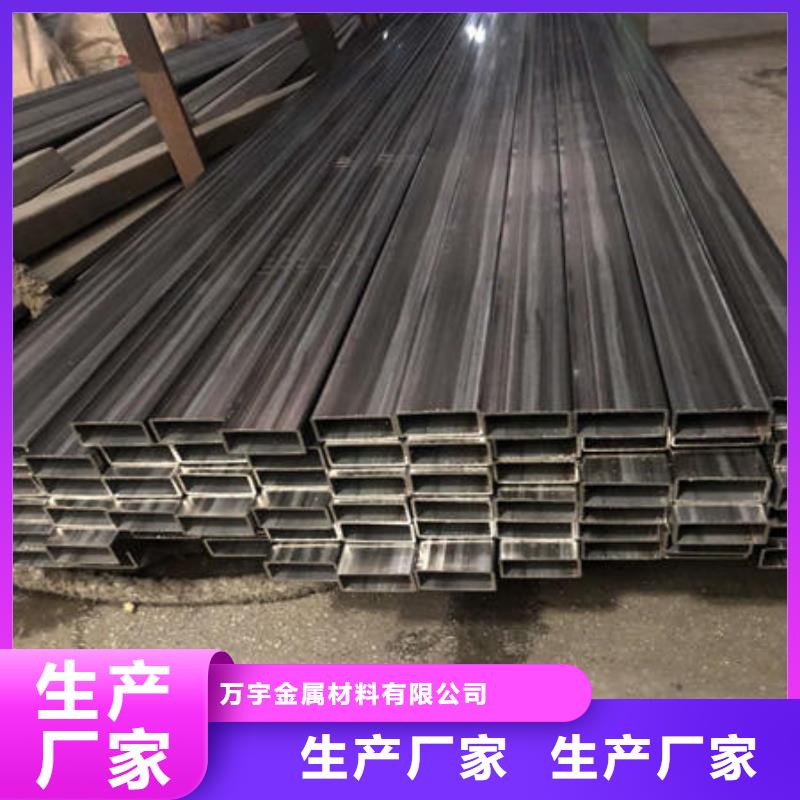
从二者的对比不难看出,抛光不锈钢焊管无论是成本还是性能均略逊一筹,而带焊缝酸洗不锈钢焊管在应用过程中优势明显。酸洗不锈钢焊管才是国内工业焊管发展的主流趋势。钢带经过焊管机和模具卷曲成型后焊接是不锈钢焊管的成型过程,不仅生产效率高,且壁厚均匀,比无缝焊管更具经济性。然而,在实际焊接过程中时常会出现“黑线管”的情况,这到底是什么原因引起的呢?不锈钢焊管焊机电流过大,焊缝凹得太深;打磨力度不够;打磨位置不对;打磨角度不是45度;打磨材料标号不对;打磨装的方向不对;氩气保护管没有装好,没有对准焊接位置,或没有氩气造成焊缝凹得太深;模具的高低力度而产生手感问题等。可见,导致不锈钢焊管焊接过程中出现“黑线管”的原因还是很多的,您可依据上述原因一一排除。需要注意的是,在黑线判断方面只要是焊口部位表面打磨不干净的部位,不管是整条线或是虚线或是点经过抛光还看得见的都叫黑线



万宇金属材料(常州市分公司)有着多年 201不锈钢板发展历史,是一家从事 201不锈钢板专业设计、制造、批量生产的综合性企业。与国内多家科研院所建立密切合作关系,不断研发被用户看好的 201不锈钢板产品,深受广大客户好评。我公司具有完善的现代化管理模式, 201不锈钢板产品结构合理,性能可靠,确保向客户提供高质量的产品和周到的售后服务。



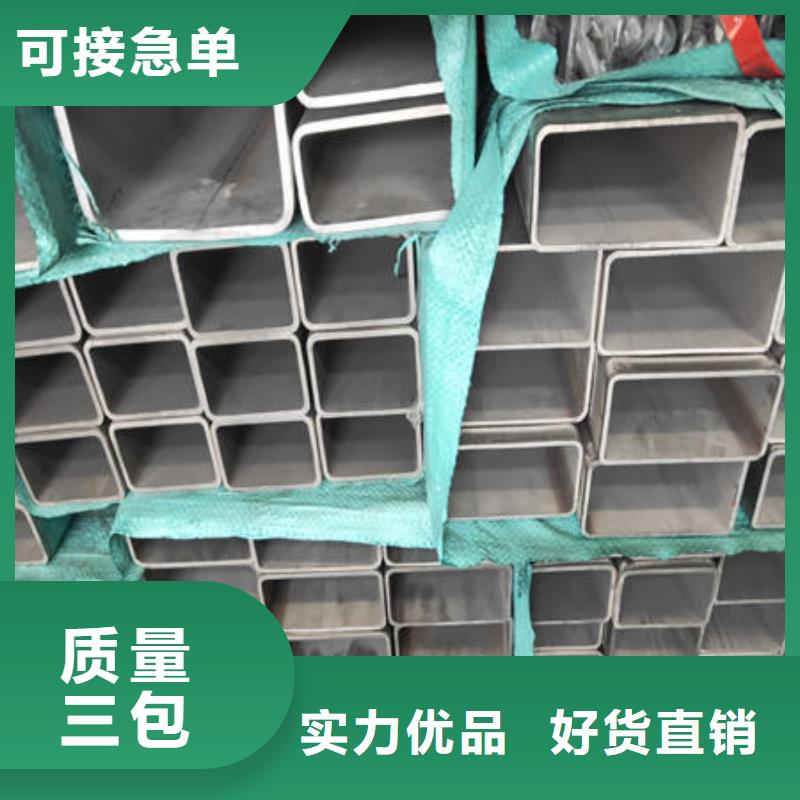
那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。国内外不锈钢市场发展迅速,其中不锈钢焊管被应用到越来越多的行业当中。我们知道,按照表面处理方式不同来划分,可将不锈钢焊管分为带焊缝酸洗焊管与抛光不锈钢焊管,那么,究竟哪一种焊管更具优势呢?



不锈钢焊管的市场需求表现主要在基础工业方面,如石油、化工、发电等,主要用于换热器管、流体管、压力管道、机械结构用管、城市景观、等行业上,年消耗量在70万t左右。需求在不断增加的同时,行业对其的要求也越来越高,促进行业生产工艺的日益成熟。不锈钢焊管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上再经过张力减径来轧制各种厚度的不锈钢管。通过该工艺制成的不锈钢管尺寸精度都是比较高的,运用起来也是比较方便的。但是不锈钢焊管无缝化工艺制作起来价格贵,但是在国外已经大量运用,在中国也渐渐的开始运用普及。不锈钢焊管出口是我国出口经济的重要组成部分,它对拉动我国经济增长具有重要作用,但是,从目前我国不锈钢管材对外贸易的情况来看,我国的出口遇到了较大的阻力。

