服务热线:17768165506
联系我们

更新时间:2025-12-14 10:49:52 ip归属地:保定,天气:多云转晴,温度:-11-3 浏览次数:63 公司名称: 智鑫护栏(保定市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 130/米 |
| 发货期限 | 1-3 |
| 供货总量 | 9989 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 23 |
| 产品品牌 | 智鑫护栏 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国 |
| 产品颜色 | 定制 |
| 是否进口 | 否 |
| 厂家 | 智鑫护栏 |
| 地址 | 山东聊城 |
| 款式 | 定制 |
| 颜色 | 定制 |
| 暗转 | 支持 |
| 范围 | 儋州市立交桥灯光护栏哪家好供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 |



智鑫护栏(保定市分公司)主要经营产品: 河道防撞护栏、304不锈钢复合管桥梁护栏、不锈钢碳素钢复合管栏杆、不锈钢复合管护栏等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登,超越自我”的精神。



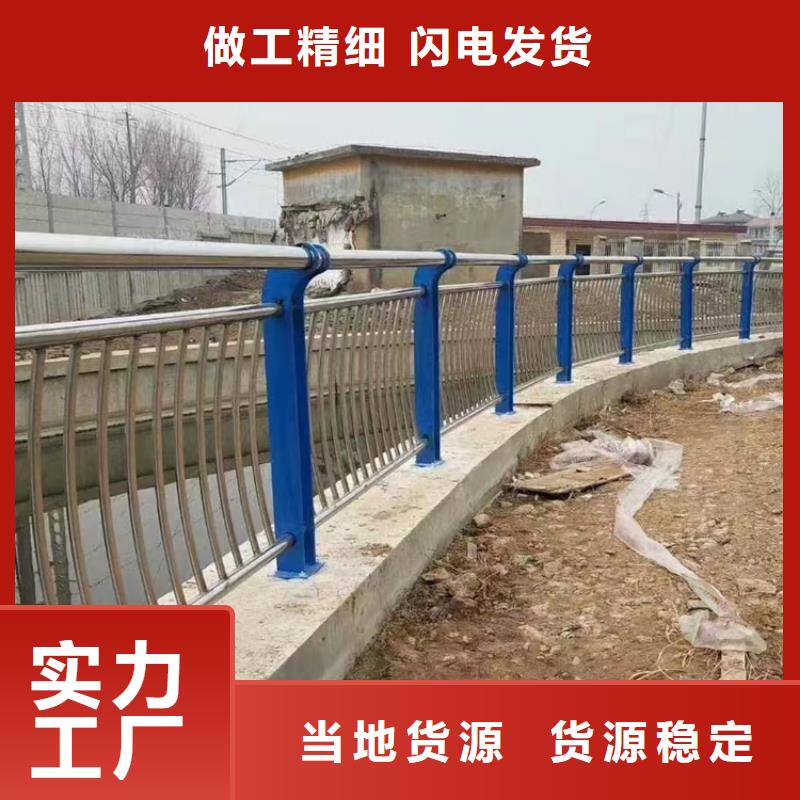
河北保定防撞护栏的标准。这是十分重要的一点,因为栏杆的首要的效果便是保证人车的,假如没有感,天然也谈不上美感,所以这就要求河北保定防撞护栏有必要满足健壮,经得起拥挤和抵触,给人们带来感和可依靠感。还有一点,栏杆的高度不能过高而阻碍人们的视界,栏杆的高度能够依据桥面间隔而定,一般净空间隔三米以上时,栏杆手扶面约为一米,当净空间隔小于三米时,可适当减低栏杆高度。
关于比较宽的桥面,具有分割带多车道桥梁,栏杆的高度和端面标准能够略大些,以添加河北保定防撞护栏的稳重感。2.款式的多样与一致。现在河北保定防撞护栏的规划多以简练明快的风格为主,可是在栏杆的构成部件的图画造型仍是能够灵活多变的,这样既能够防止单调乏味,又能够保持栏杆的调和一致,不影响桥梁的主体。河北保定桥梁护栏
不锈钢护栏腐蚀的方法我们都知道不锈钢一般不会生锈,但是什么样的处理才让不锈钢不容易生锈呢今天和大家简单的了解一下。1、改变金属的内部结构。例如,把铬、镍加入普通钢中制成不锈钢。2、在金属表面覆盖保护层。
例如,在金属表面涂漆、电镀或用化学方法形成致密耐腐蚀的氧化膜等。3、电化学保。因为金属单质不能得电子,只要把被保护的金属做电化学装置发生还原反应的一极——阴极,就能使引起金属电化腐蚀的原电池反应。



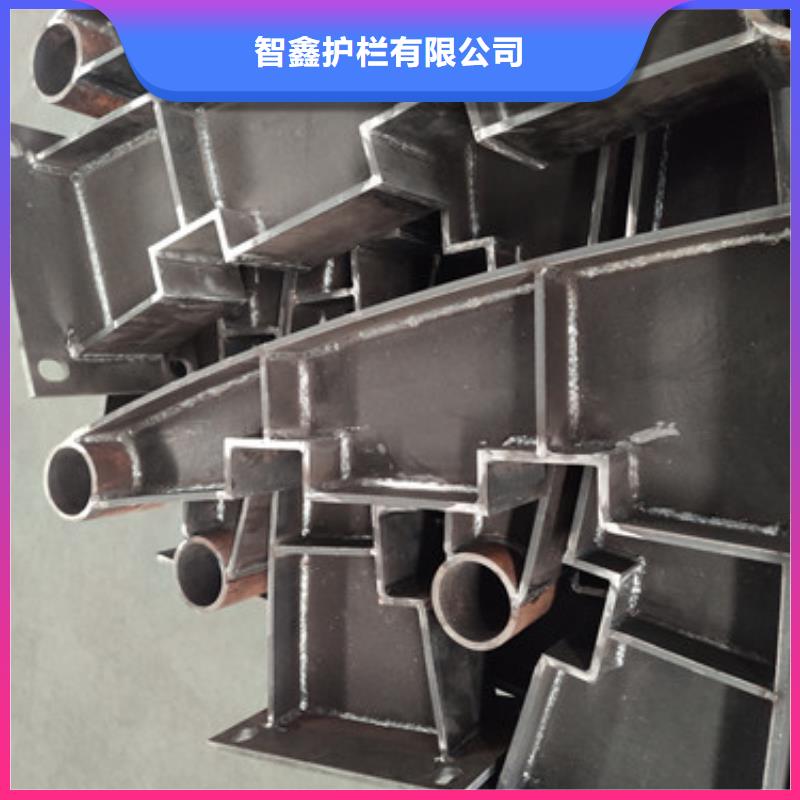
对河北保定桥梁护栏进行表面处理主要是为了河北保定防撞护栏的腐蚀能力、延长产品的使用寿命、增强产品的装饰功能的。常见的表面处理工艺为:1、镀锌。钢材表面氧化物,合金层表面包裹着锌层,避免钢铁基体与任何腐烛溶液的,且难容于水,达到理想的防腐效果。
1、富锌磷化。化学与电化学形成盐化学磷化膜给基体金属提供保护,在一定程度上防止金属被腐蚀;用于喷漆前打理,漆膜层的附着力与防腐蚀能力。2、清洗晾干。经多道工艺处理后的钢材再次进行清洗后晾干。3、静电喷涂。
钢材前期处理完毕,采用喷、喷杯和喷涂高压电源组成的设备,利用高压静电电场使带负电的涂料微粒绕电场相反的方向做定向运动,然后被吸附在钢材表面。4、高温烘烤。将钢材表面的粉末涂料加热到规定的温度,并保温相应时间,使之溶化、流平、固化,从而得到我们想要的{精}表面效果。


河道护栏美丽和有用是桥梁栏杆的两大必备功用,跟着科技的翻开、人类的行进,是资料和工杆的有用性要求现已不是什么问题;桥梁栏杆现象与桥梁自身结构相配合、与桥梁周围环境相谐和,就更加瑰丽。如北京的金水桥、玉带桥的雕栏,瑰丽华贵,典雅诱人;闻名的卢沟桥栏杆上有风趣,遐迩名闻。河北保定桥梁护栏
科技在翻开,人类要行进,一同就要求咱们的桥梁建筑师继承和发扬的建筑用发挥得淋漓尽致。首要,要求桥梁栏杆造型与桥梁形状相习气。栏杆是桥梁全体结构的一部分,要对桥梁全体美丽用,因此栏杆造型要可以习气桥型,风格要一同。
再则,桥梁栏杆和桥梁的造型需求和桥梁所在地周边环境谐和一致河道护栏栏杆与周围的环境一内,构成了一幅全体画卷。因为桥梁形状多种多样,环境千姿百态富于改动,就要求栏杆造型不只要与周围的现象或整个天然环境相谐和一同。
桥梁防撞栏杆尺度误差为±2㎜桥梁防撞栏杆尺度误差为±2㎜桥梁防撞栏杆模具的长度、宽度和高度大尺度误差为±2㎜。在浇注成型前应将模具清擦洁净,并在首要运用的是冷封孔,由于现在每吨铝型材的冷封孔剂斲丧从0.8~2kg增长到5~0kg。





