





想要一睹弯管_中频弯管质检合格出厂产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
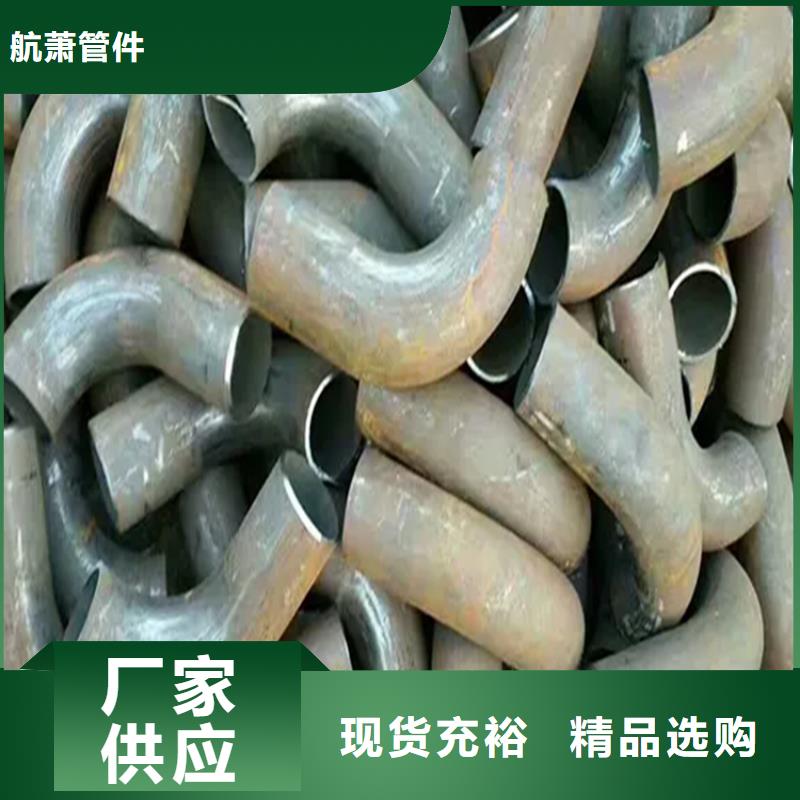
以下是:甘肃白银弯管_中频弯管质检合格出厂的图文介绍
航萧管件(白银市分公司)是目前国内专业的 弯管专业生产厂家之一, 航萧管件(白银市分公司)技术力量雄厚,生产设备精良,工艺先进合理。航萧管件(白银市分公司)承专业技术积累和制造经验以及优良的企业文化,凭借团结、创新的人才团队和科学的管理模式,遵循“诚信为本,用户至上”的宗旨,竭诚为国内外客户提供优良的产品和周到的服务。我们可以提供及时、快捷、优质的服务,接到信息后立刻响应,向客户提供各方面的技术咨询。

弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。

弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。 弯管制做工艺:冷弯型钢与热弯机有什么不同点 一:制做专用工具不一样 冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。 二:制做率不一样 毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在率层面显而易见就不够与冷弯型钢相较为。 三:相同点:加温 虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。 无论冷弯型钢,热弯机,只需可以制造出可以用、性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。


在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!



