

准备好领略(江泰)小口径无缝钢管优选供货商产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:(江泰)小口径无缝钢管优选供货商的图文介绍
江泰钢材(河源市分公司)成立以来凭着严格的 15crmo产品质量、合理的交易价格、优质的销售服务、诚实的商业信誉、完善的销售网络及售后服务,在广大 15crmo客户群体中赢得了口碑。公司全体员工将不懈努力,执着追求质量和品牌形象,奉行“质量是生命、服务是灵魂”的企业经营理念来满足市场及客户的需求。
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
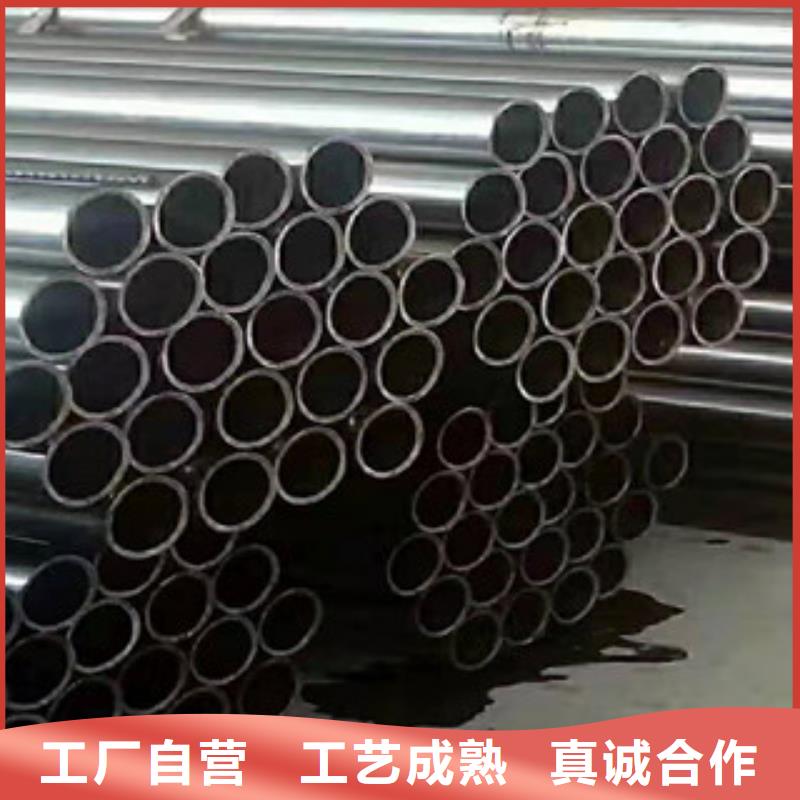
精密管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。常用材质:精密管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精密管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精密管从某种意义上来说是一种良好的钢材类型。
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
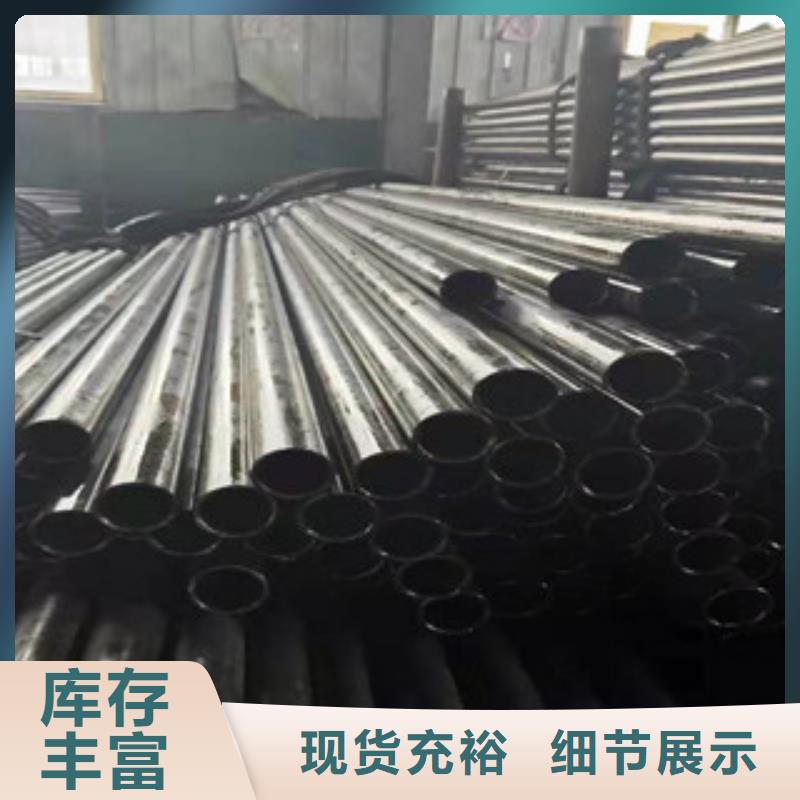
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
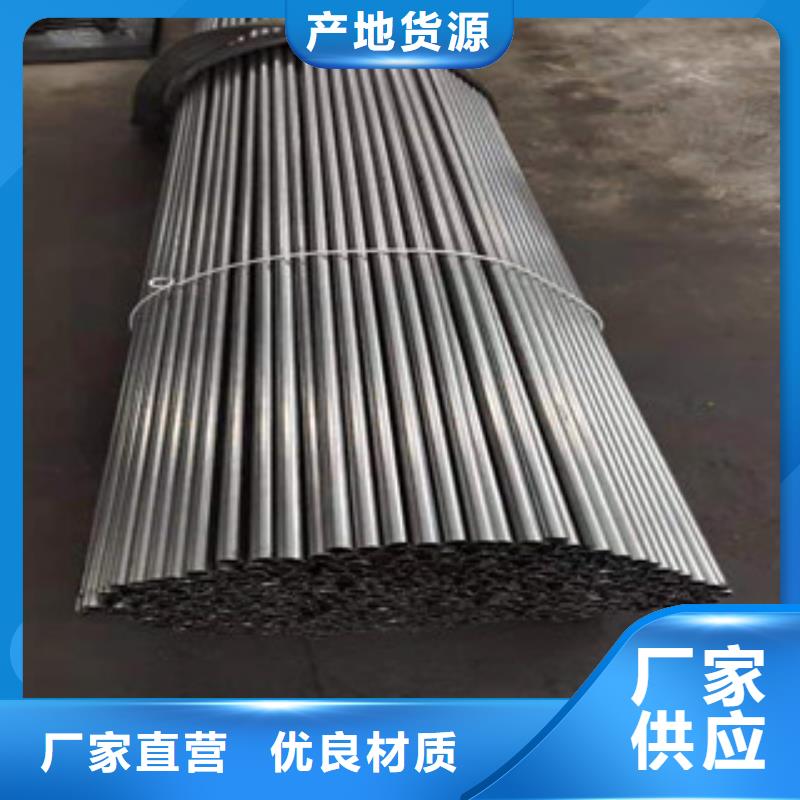
精密管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,精密管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去精密管的使用的特点的。精密管在进行操作的时候要用到打孔的,打孔的话就是在精密管的表面进行穿透,打一个个的小孔,这样的话对于精密管来说就可以使用它在管道和工程领域就能够派上用场了。划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")
小口径无缝钢管优选供货商")