




不要满足于简单的文字描述,点击我们的酸洗钝化重型700防沉降井盖工厂批发产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:酸洗钝化重型700防沉降井盖工厂批发的图文介绍

酸洗钝化无缝钢管渗氮解决的三个关键环节【1】渗氮温度渗氮温度在500°C时,具备1高的表层强度,超出该温度则杉出現强度的,其缘故取决于500°C下列氮化合物的集聚不明显,菸散度大的原因。另外充分考虑渗氮温度与强度、渗氮层深层、无缝钢管形变量等诸多要素的关联,一般将渗氮温度操纵在480~560°C。 【2】渗氮时间渗氮一定时间后,表层强度做到1*大值,增加时间后强度稍芊降低,如渗氮温度越高而做到1*大值的时间越少,强度値就越低;K化层的深层随时间的增加而。图8-3为38CrMoAl渗氮钢qift层强度、深层与温度、时间的关联。 【3】氨的分解率氨的分解率是氨溶解造成的氢和氮占炉气容积的百分数,溶解高而炉内氢浓度值高,使氮原子处在间断情况,即阻拦氮原子的渗透到;相反分解率低则导致与无缝钢管表层的特氮原子总数降低,¥气又使延性。


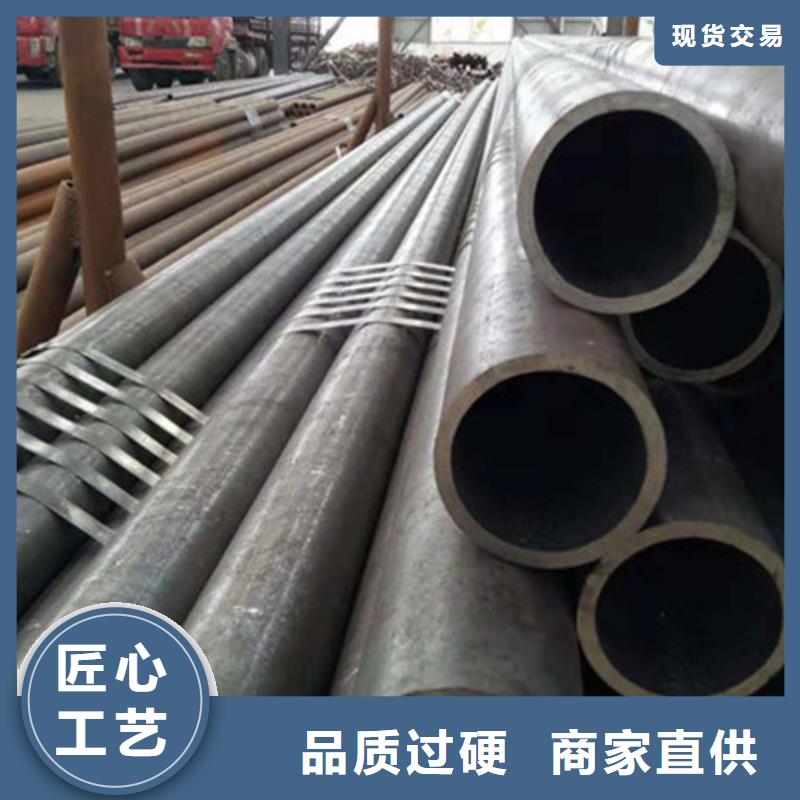
酸洗钝化无缝钢管江苏厂家酸洗钝化无缝钢管的酸洗方法目前在施工中均采用槽式酸洗法和管内循环酸洗法两种。(1)槽式酸洗法。将安装好的管路拆下来,分解后放入酸洗槽内浸泡,处理合格后再将其进行二次安装。此方法适合管径较大的短管、直管、容易拆卸、管路施工量小的,如泵站、阀站等液压装置内的配管及现场配管量小的液压系统,均可采用槽式酸洗法。该酸洗方法是近年来较为的施工,具有酸洗速度快、效果好、工序简单、操作方便,了对及环境的污染,降低了劳动强度,缩短了管路安装工期,解决了长管路及复杂管路酸洗难的问题,并避免了槽式酸洗易发生装配时的二次污染问题,已在大型液压系统管路施工中得到广泛应用。



酸洗钝化无缝钢管磷化钢管的重要一步--酸洗酸洗磷化的重要一步,那就是酸洗。酸洗过程有以下几个过程:1)使用的溶液浓度一般需要控制在5%~25%。每天开始工作前须检查酸洗液浓度,以及每槽酸液位,当酸洗槽液位不够时,则根据酸槽浓度添加酸或加水,补充到所需液位;当亚铁粒子浓度较高时,一般不再加入新酸。 当酸液浓度小于5%,氯化亚铁含量大于150克/升时,需更换新酸。2)三个槽中配置不同浓度的,分别为5%低浓度≤10%,10%中等浓度≤20%,20%高浓度≤25%,线材经过酸池顺序为低浓度到中等浓度再到高浓度酸液,对退火后中碳合金钢只在低浓度和中等浓度酸液中酸洗。酸洗钝化无缝钢管

鑫晨钢铁有限公司(东莞分公司)通过多年研发 排水球墨铸铁管DN200产品.耐用可靠.适应各种安装要求.已在 排水球墨铸铁管DN200业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 排水球墨铸铁管DN200产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 排水球墨铸铁管DN200产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。



