



准备好领略珩磨管【研磨缸筒】放心购产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:珩磨管【研磨缸筒】放心购的图文介绍



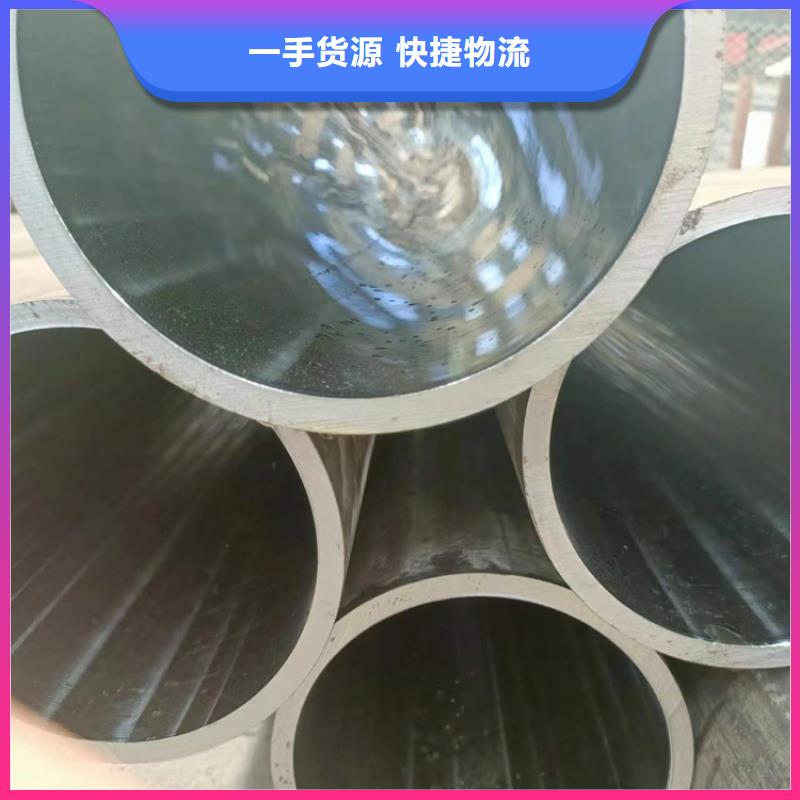
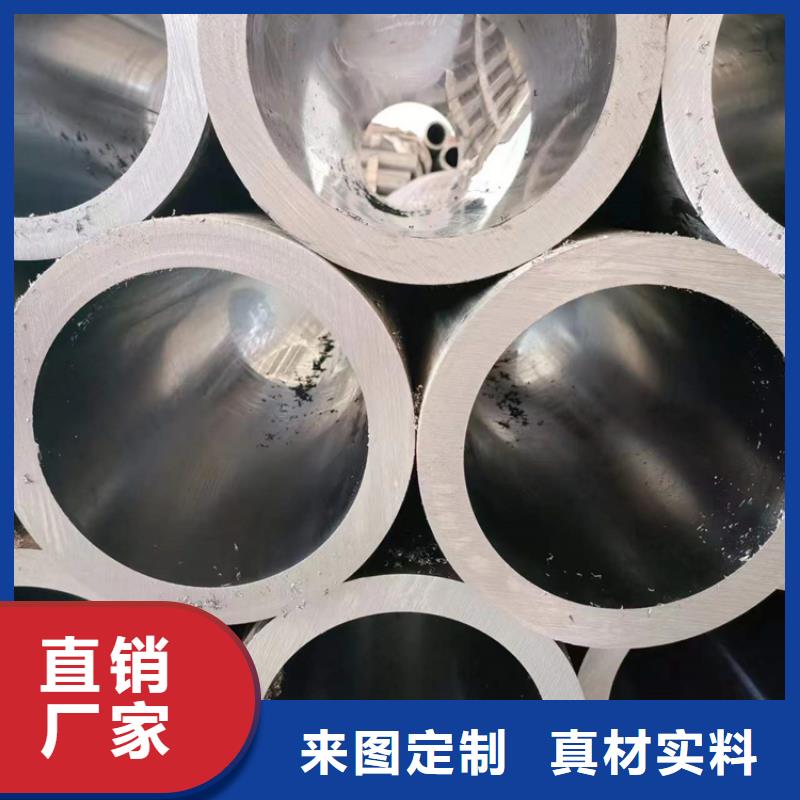
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



九冶管业有限公司(辽阳分公司)秉承"服务至上"、"以人为本"、"技术革新" 的发展理念,得到了广大 高精度珩磨管客户和同行的认可和广泛支持。 通过公司所有员工的不懈努力和开拓,我们已成为 高精度珩磨管行业颇具影响力的厂家。我们真诚的希望与国内外用户建立并保持友好合作关系,促进共同发展。我们将凭借在 高精度珩磨管领域丰富的经验和良好的国际信誉,不断的为客户提供更为高品质 高精度珩磨管的产品和专业化的服务。



.油缸管,其采用珩磨工艺或者是滚压工艺,哪一个是比较好的?油缸管,如果其采用的是珩磨工艺的话,即为珩磨管珩磨管,不过,将其与滚压油缸管进行比较的话,那么,则是后者,即为滚压油缸管,要好一些,这是因为:油缸管进行滚压后,其表面硬度是要高于珩磨油缸管的,这样,可以来延长其使用寿命。并且,在加工时间上,可以大大缩短,在直线度上,可以大大提高。因此,油缸管采用滚压工艺,是要好于珩磨工艺的。3.珩磨油缸管,其是为无缝钢管吗?珩磨油缸管,其是为无缝钢管,所以在这个问题上,其回答为是,是肯定的,这是因为:珩磨油缸管,其是属于珩磨管的,而珩磨管,其是为经过珩磨加工的无缝钢管。因此,珩磨油缸管,其是为无缝钢管。



一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。珩磨管与抛光管的区别
