
想要知道镀锌管无缝钢管厂保障产品如何?看视频就知道!看视频,选产品更明智!
以下是:镀锌管无缝钢管厂保障的图文介绍


镀锌钢管的应用小技巧 镀锌管,又称镀锌钢管,分为热浸镀锌和磷化处理,热浸镀锌热镀锌层厚,具有镀层均匀、附着力强、使用寿命长等优点。磷化时间处理技术低成本,表层文化并不是很光洁,其自身的耐蚀性定压比热镀锌管差许多。 焊接技巧:焊接时,尽量使锌层熔化和气化,蒸发和逃逸焊接,可大大减少锌液在焊接中的残留。 电焊焊接镀锌管的那时候常有什么小窍门 镀锌钢管电焊焊接特性剖析 镀锌钢管一般在高碳钢外镀一层锌,热浸镀锌层一般厚20um。锌的熔点约为419 ° C和908 ° C。在电焊进行焊接中,锌熔化成液體浮在溶池表层信息或在不同焊接根处部位。锌在铁中具有很强的固溶性,液态锌会沿晶界深度腐蚀焊接金属材料,低熔点锌会产生“液态金属材料的脆性裂纹”。 锌与铁可产生影响金属结构材料间延性化学研究物质,这种延性相使焊接金属进行材料具有塑性变形可以减少,在拉地应力功效下而造成裂痕。 如果角焊缝通过电焊焊接,则T型接头中角焊缝很容易产生穿透裂纹。镀锌钢管电焊进行焊接时,焊缝金属表层及边沿处的锌层,在电孤热功效下,造成环境空气通过氧化、熔融、挥发以致挥传出乳白色粉尘和蒸气,非常简单容易发展造成影响焊接出气孔。



镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。



鹏鑫钢铁(南通市分公司)主要生产 无缝钢管。公司注重提高产品质量,不断扩大经营范围。公司注重加强技术储备,努力促进企业可持续发展。我公司始终坚持忠诚守信服务客户、建设品牌形象奉献社会的经营理念,产品销往全国各地服务于各个行业,产品质量及售后服务得到了用户的肯定和好评。纵观今天,展望未来,我公司充满信心和希望,决心以诚信的品牌、完善的服务与各界用户真诚合作,共创美好未来。



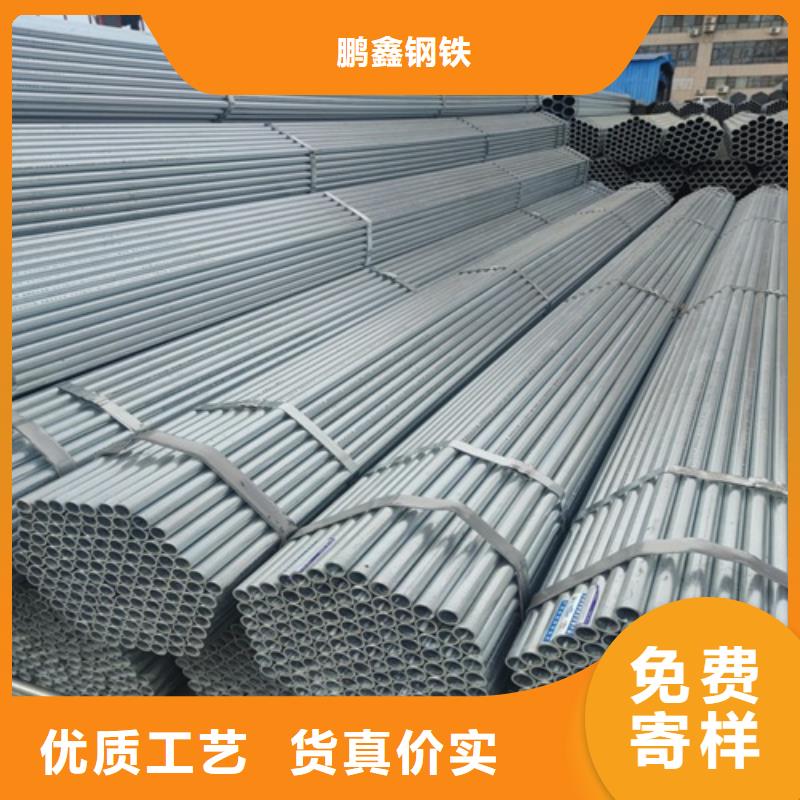
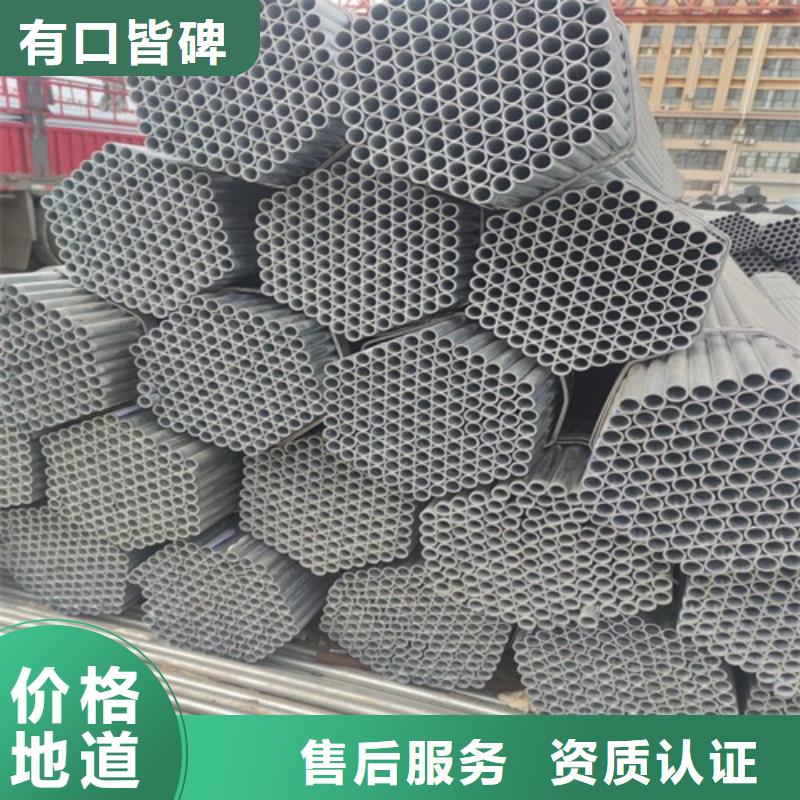
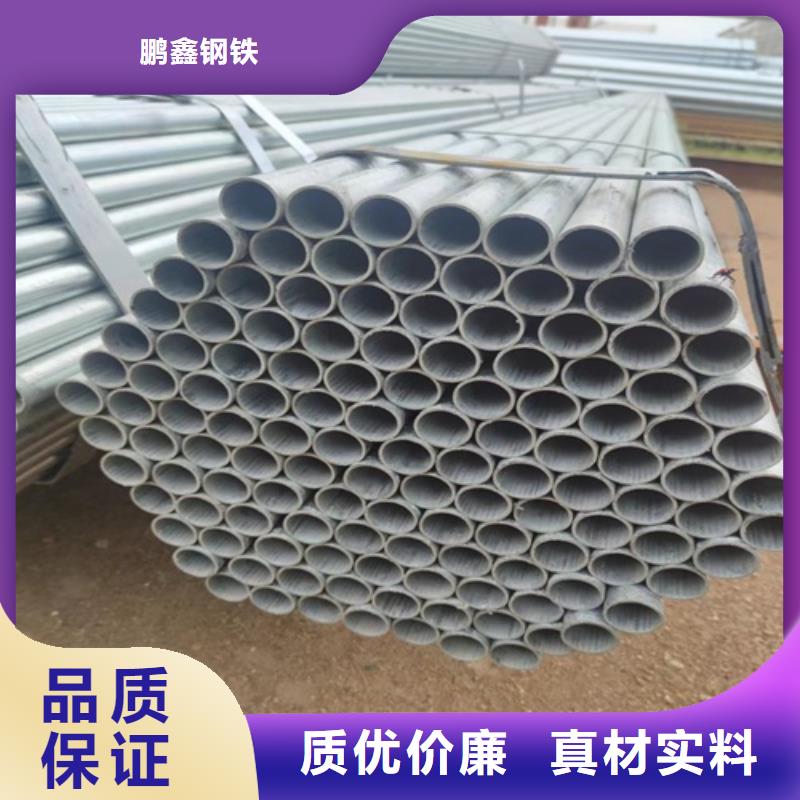
1、镀锌管规格型号尺寸有:1、型号dn15、外径21.3mm。2、型号dn20、外径26.9mm。3、型号dn25、外径33.7mm。4、型号dn32、外径42mm。5、型号dn40、外径48.3mm。 2、镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。 3、热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。北方大部分工艺采用镀锌带直接卷管补锌工艺。



镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。

