

想要直观了解【螺旋管】热镀锌方管批发供应产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:【螺旋管】热镀锌方管批发供应的图文介绍

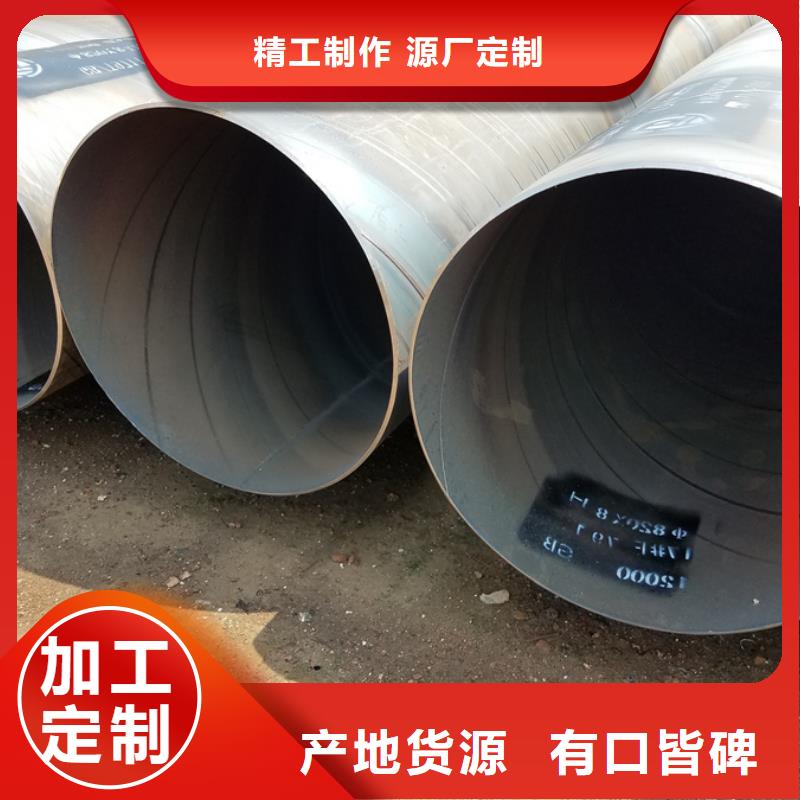
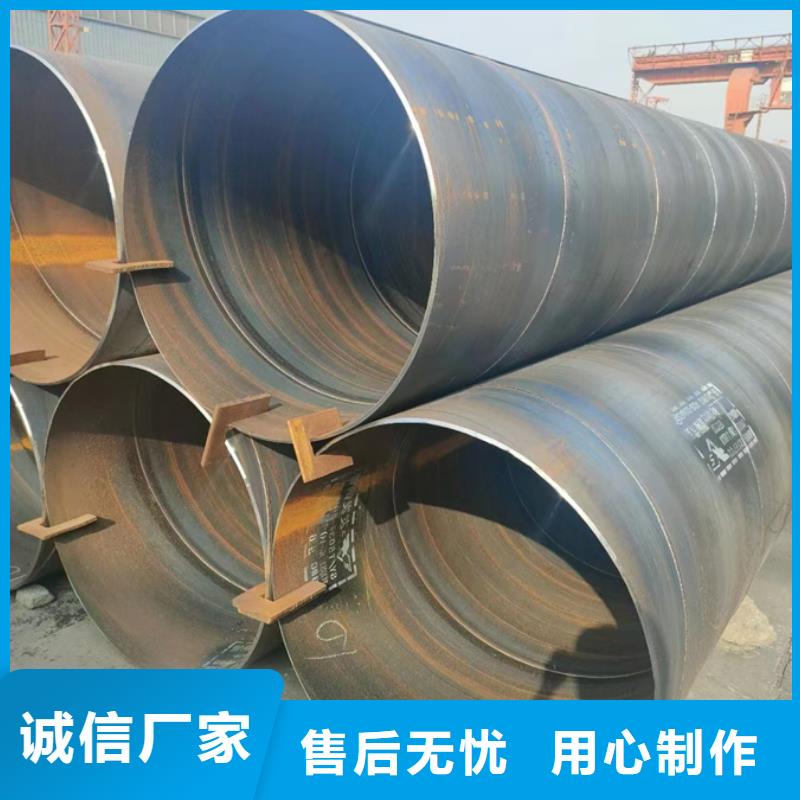
螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
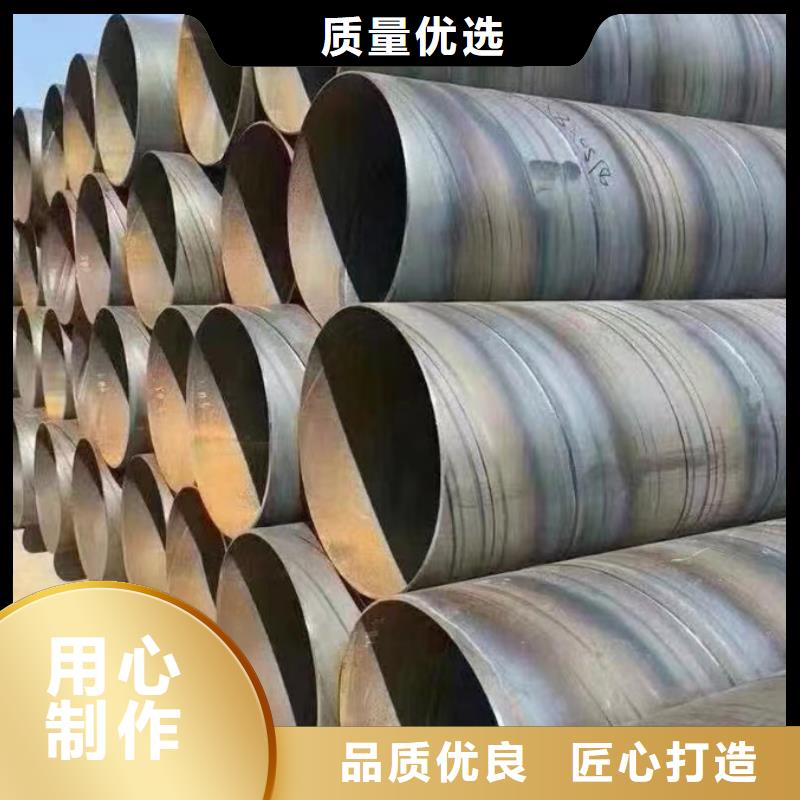
螺旋管在夏季下线后需要注意的问题:
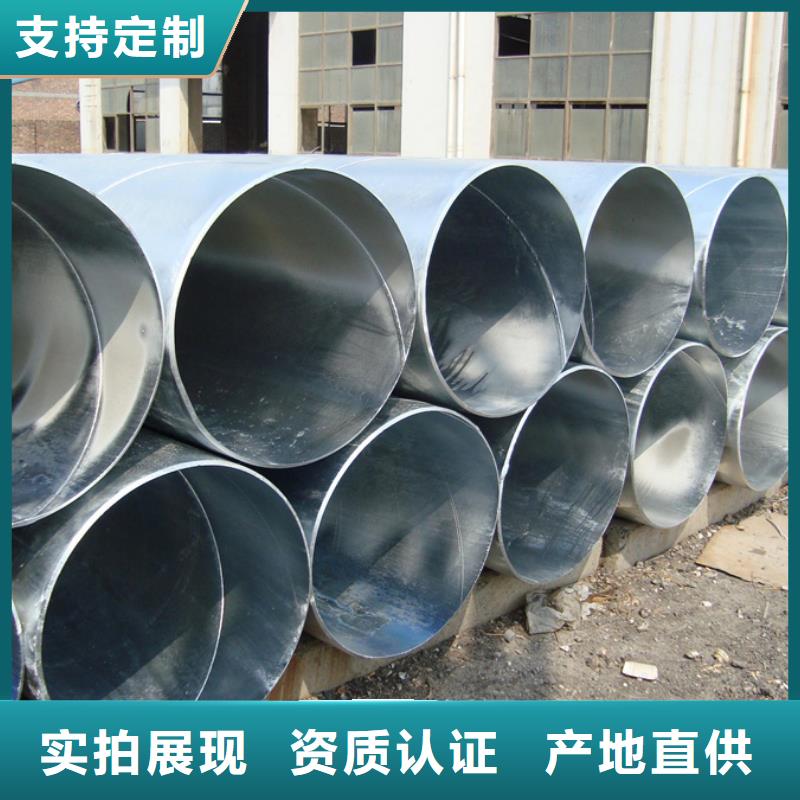
1、螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。

螺旋管喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
螺旋管厂分析近期螺旋管的利润:
有部分商家认为价格有触底迹象,但想要上涨难度较大。受季节性因素影响,工程开工率和制造业数据都不容乐观,低迷的需求和成本支撑减弱都使市场难见好转。预计短期内,国内冷轧市场价格仍有下调空间。不过成本持续下降的情况下,钢厂价格并无明显回落,螺旋管钢厂利润明显,因此,下游市场多预期后期市场价格,仍有压缩空间。市场采购积极性较差,除非急需时候才会进行采购,除此之外以观望为主,加之各地多雨和农忙影响,户外工程开工率下降,螺旋管市场实际需求不足仍是根本原因。


3、螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
螺旋管教您在生产中如何操作可提高生产质量?
1、螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。



聚旺物资有限公司(威海分公司)成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 利达钢塑复合管产品品质,以此公司的服务满意度.