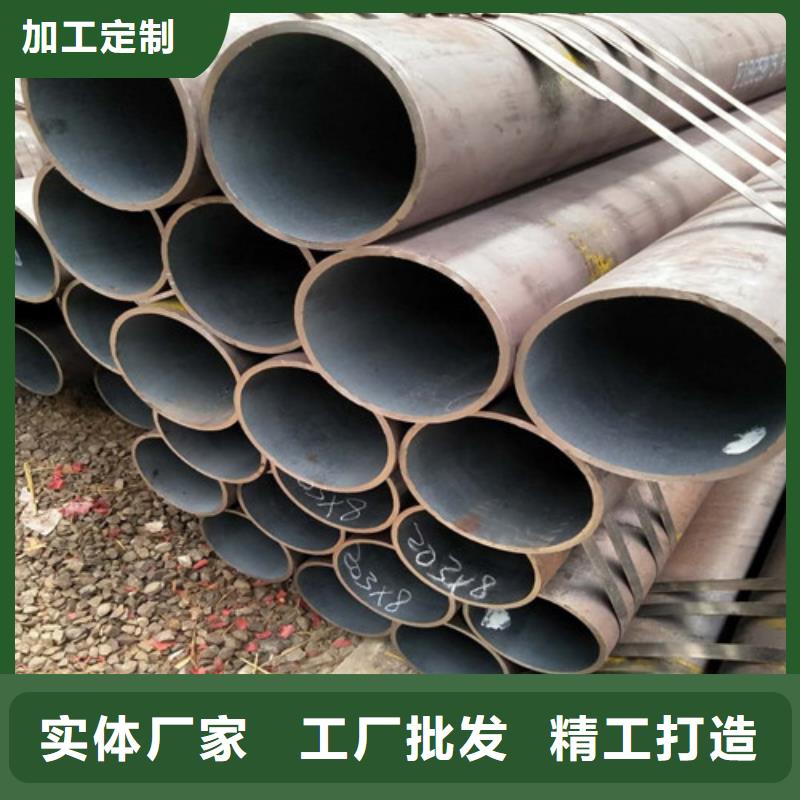



文字的描绘可能无法完全捕捉钢管,锅炉容器板实拍展现产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:钢管,锅炉容器板实拍展现的图文介绍
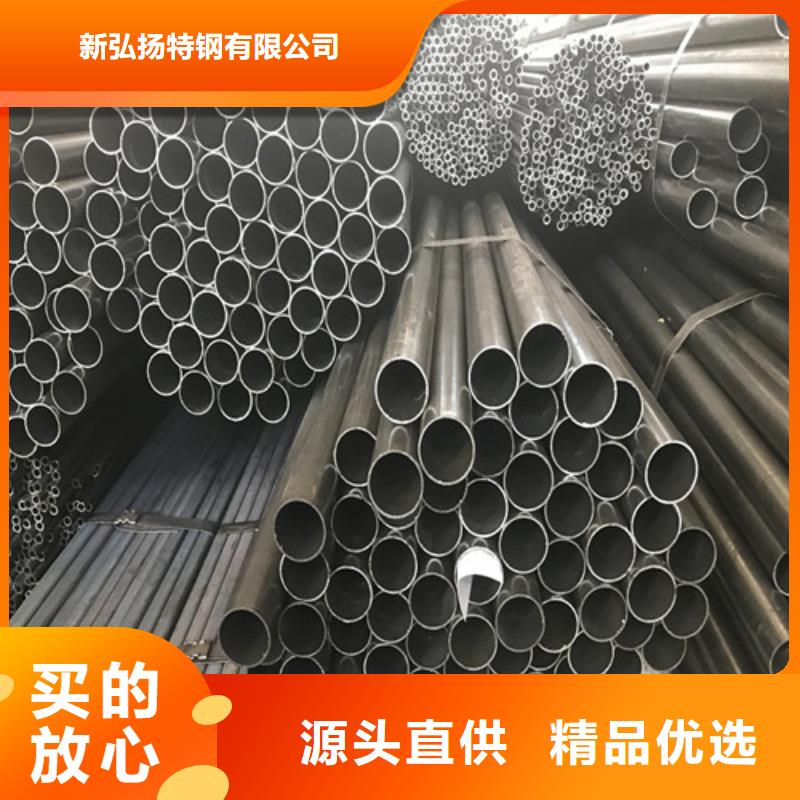
镀锌管标准及尺寸标准GB/T3091-2015 低压流体输送用焊接钢管GB/T13793-2016 直缝电焊钢管GB/T21835-2008 焊接钢管尺寸及单位长度重量用途编辑 语音使用说明常说的镀锌管,镀锌管的用途煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。生产步骤工艺流程为:黑管——碱洗——水洗——酸洗——清水漂洗——浸助剂——烘干——热浸镀锌——外吹——内吹——空冷——水冷——钝化——水漂洗——检验——称重——入库。技术要求1、牌号和化学成分镀锌钢管用钢的牌号和化学成分应符合GB/T3091所规定的黑管用钢的牌号和化学成分。2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、螺纹及管接头(a) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。(b)钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。



1.1 钢管公称外径为88.9mm,公称壁厚为6.45mm。 1.2钢管的外径和壁厚允许偏差应符合表1的规定。 表 外径允许偏差 + 0.50mm -0.20mm 壁厚允许偏差 + 0.97mm -0.77mm 2 钢管的通常长度为9400mm~9750mm。 3 外形 3.1 钢管的弯曲度不得大于1.0mm/m。 3.2 钢管两端端面应与钢管轴线垂直,切口毛刺应予。 4 重量 钢管按实际重量交货,亦可按理论重量交货。钢管每米理论重量为13.115kg/m。 5.钢管的成品化学成分允许偏差应符合GB/T 222的有关规定。 6.交货状态 钢管以热轧状态交货。 7.力学性能 经适当热处理,钢管的力学性能应达到API SPEC 5CT 中N80钢级的要求。 8.密实性 钢管应逐根进行涡流探伤以检验钢管的密实性,涡流探伤对比试样人工缺陷通孔直径为φ2.2mm±0.01mm。 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为无缝钢管(圆坯)和焊接钢管(板,带坯)两大类。



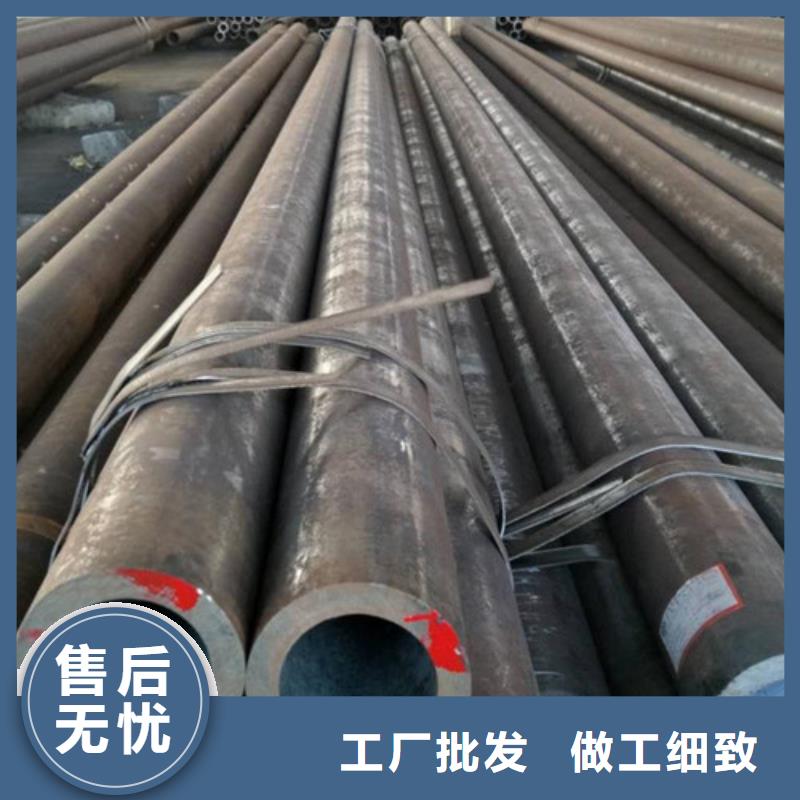
近年来新弘扬特钢有限公司(高港分公司)所制造的各种 20#开平板广泛应用各种行业,遍布全国各地,获得良好的市场信誉。 本公司生产的 20#开平板可根据客户的不同要求进行设计配置,工艺控制严格,装备完善,检测手段。严格的质量管理,使我们的 20#开平板产品从开始就以高起点、高标准进入市场。 20#开平板产品投入市场后,得到客户的广泛好评。


