




我们的桥梁声测管视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
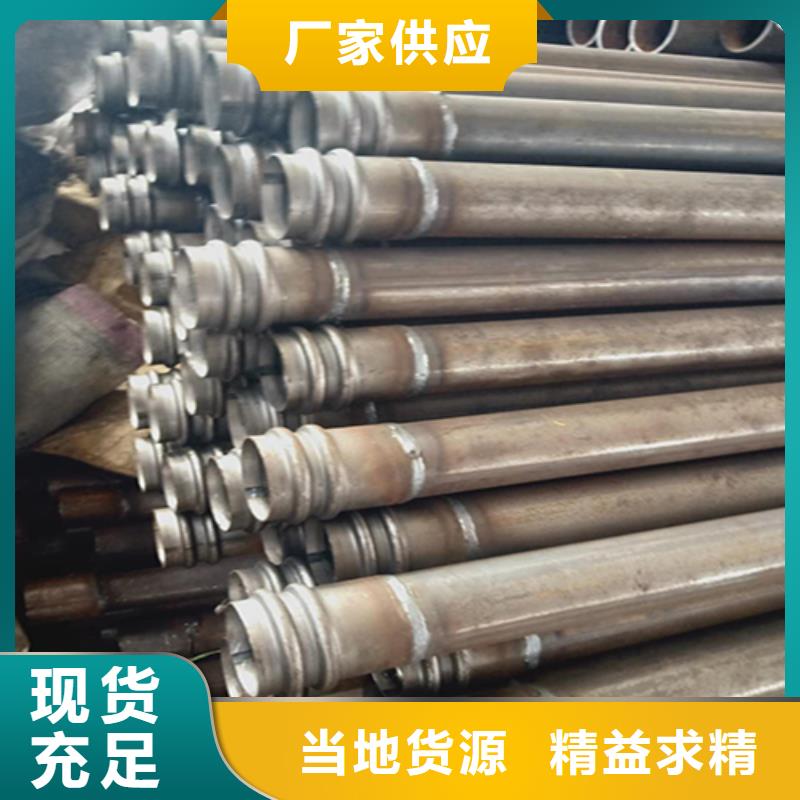
以下是:桥梁声测管的图文介绍


声测管公司经济库存管理工作取得新进展。其中,合金库存降低2000吨,减少资金占用0.31亿元,成品、本地半成品库存降低7.13万吨,减少资金占用2.64亿元。与此同时,取得了物料周转流程更加合理,管理水平大幅的长远效果。“恰到好处、本地细水长流、本地平衡市场、本地少占资金”是声测管公司制造部管理人员给经济库存管理工作总结的十六字方针。而平衡好库存效果的二重性,则是实现这十六字方针的核心工作。为了实现这个目标,制造部会同基层厂矿精准把控生产节奏和物资消耗数据,设计出贴近实际的预测模型,确保声测管公司库存管理工作既获得规模效益,保持对库存物资市场价格波动的缓冲和调节作用,有效降低采购成本,又坚决避免因库存管理不当形成大量流动资金沉淀,降低流动资金周转率的情况发生。在具体工作中,他们深挖导致库存管理不到位的各项问题,把计划不周、本地采购不力、本地生产不均衡、本地产品质量不稳定等问题纳入考核,使声测管公司物资采购始终保持在补货时机和补货批量,库存系统始终保持运转效率和运行成本的状态,做到“恰到好处、本地细水长流”。声测管公司制造部管理人员告诉,“传统管理模式下,企业往往是为了维持库存而进行采购,库存管理好比建‘水库’,而今天声测管公司的经济库存管理工作,将通过更加先进的信息化管理制度,把‘水库’变成一条流动的河流。”声测管公司领导在生产例会、本地早调度会、本地日常管理调研中反复强调经济库存管理对声测管公司发展的战略意义,制造部和基层厂矿把经济库存的管理理念贯彻落实到每一个生产决策的制订和执行过程中。多措并举、本地上下联动,使声测管公司经济库存管理水平在短时间内取得长足进步。在具体管理过程中,管理部门首先对库存的性质进行精准分类,保证基本库存和库存,把控季节性库存和市场投机库存,坚决处理沉淀库存和积压库存。同时,严格控制因营销管理问题、本地生产管理问题、本地物料供应问题造成失误性库存增量。尽努力做到市场预测科学,订单管理精准,生产流程顺畅,工序质量均衡,供应商产能稳定。而在经济库存管理工作的考核过程中,在考察库存批量和占用资金的同时,还精准考核库存周转率、本地产品和订单满足率,以及库存平均周转时间等一系列评价指标,使声测管公司经济库存管理水平从多个角度得到反馈,从而奠定持续改进的基础。



日升昌钢管声测管厂家(孝感分公司)是集研发、生产、销售与服务为一体的综合性企业。主要有 500桩尖等。公司秉承“科技承载梦想,创新铸就未来”的理念,坚持“以口碑创品牌”的质控机制,不断生产优质产品。公司一贯坚持;质量优良,用户至上,贴心服务,信守合同的宗旨,凭借着高质量的产品,良好的信誉,用心的服务。公司自成立以来,不断致力于对各种材料的深入研究。从过去的石材、钢结构、不锈钢,到现在的铝合金及多种复合材料,一直引领着中国艺术景观桥梁的发展。
我们期待与您携手,共同为地区和社会的发展做出贡献,实现人与自然的协调发展。我们用毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧拓展推新,用拼搏与汗水续写辉煌,诚为业之基,信为商之魂!



声测管安装技术及钢筋笼焊接交底书1、当地声测管安装(1)材料要求:声测管采用内径为 50mm,壁厚为 3mm 的无缝声测管。(2)连接方式:井口安装采用套管坡口焊接,其他采用对接焊声测管上的竖向环套住水平环。具体如下图(4)、当地每根声测管距桩底 5cm,伸入承台 0.5m,每根桩埋设 3 根。孔口焊接声测管时, 要先使上节声测管套入下接声测管的丝扣内,先焊好外侧,然后用管钳转动声测管,再把内侧剩余部分焊好;焊接前要把下节声测管先注满水。2、当地施工注意事项(1)、当地声波检测管焊接的必须保证内壁平整,不能有焊渣等凸出物,确保检测时探头能够自由上下。(2)、当地声测管的下端必须封闭,并做密水试验,保证管底和接头处不漏水。上端高出桩头 50cm 以上,并加盖,防止声测管堵塞。3、当地施工方法 (1)、当地根据所加工钢筋笼的分节长度和购进的声测管尺寸,合理的对声测管进行下料,声测管截断不可用气焊割也不可用一般切断工具,要用切管器或砂轮切割机,切割后要进行割丝。(2)、当地声测管接长采用丝扣连接,连接时首先检查声测管是否有杂物,如有杂物要干净再连接,连接时两声测管要对正,且要保持顺直,每节声测管连接都要缠生胶带,确保其密封性能良好。每节连接好后必须进行点焊,防止滑丝或脱节。底节底部要提前用钢板焊死,保证管底不漏水;然后把焊接好的声测管分类存放。(3)、当地在每节钢筋笼上安装相应长度的声测管,声测管焊接在钢筋笼的内侧,均匀布置,管间互相平行,不平行度控制在 0.1%以下;为防止声测管的安装偏差及孔口焊接质量,要在加强箍筋上准确标注上声测管的位置,声测管与钢筋笼采用双环活口连接 ,水平环焊在加强箍筋上



声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

