


为了让您更地了解我们的君诚镀锌管货到付款,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:君诚镀锌管货到付款的图文介绍


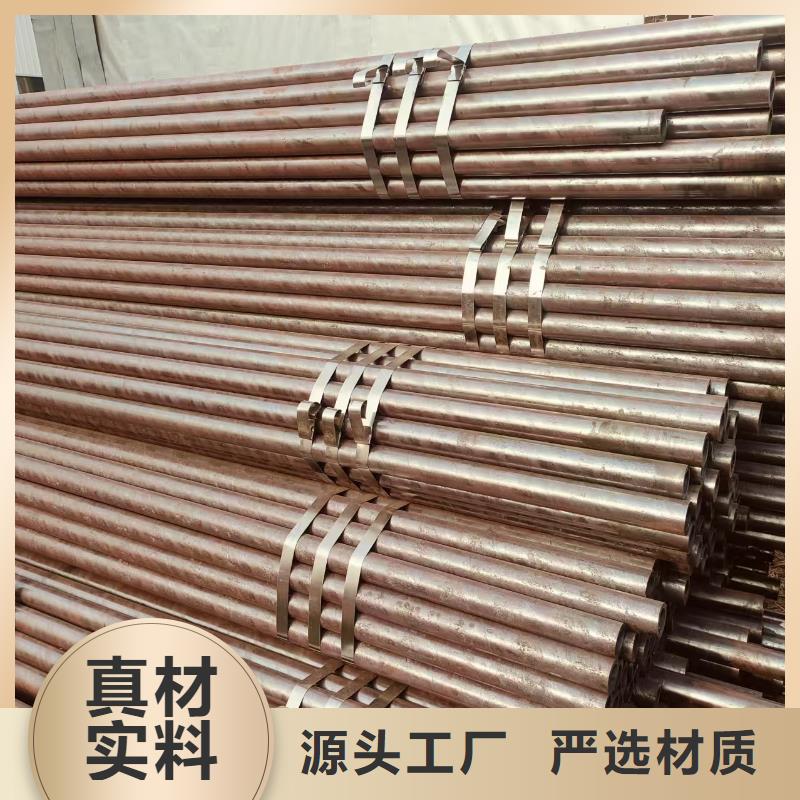
无缝管分热轧和冷轧(拨)无缝管两类。热轧无缝管分一般钢管,低、附近中压锅炉钢管,高压锅炉钢管、当地合金钢管、不锈钢管、附近石油裂化管、同城地质钢管和其它钢管等。冷轧拨除分一般钢管、附近低中压锅炉钢管、附近高压锅炉钢管、附近合金钢管、不锈钢管、当地石油裂化管、其它钢管外,还包括碳素薄壁钢管、附近合金薄壁钢管、同城不锈薄壁钢管、当地异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管:是用10、当地20、同城30、同城35、45等优质碳结钢16Mn、同城5MnV等低合金结构钢或40Cr、30CrMnSi、当地45Mn2、当地40MnB等合金钢热轧或冷轧制成的。10、附近20等低碳钢制造的无缝管主要用于流体输送管道。45、附近40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、附近拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



企业文化是保持企业基业常青的根本。聚旺物资有限公司(广东分公司)在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 正大镀锌焊管市场环境的变化,追求完美更是公司坚定的信念、前进的动力。



【金属光泽和轧制温度】劣质厚壁无缝管缺乏金属光泽,呈现淡红色或生铁色,原因在于其坯料质量不佳,且轧制温度不标准,往往通过目测而非仪器来控制钢温,从而无法在奥氏体区域进行规范轧制,导致性能不达标。优质钢管有金属光泽,劣质钢管因坯料和温度问题无光泽,性能不达标准。【杂质与钢密度】劣质厚壁无缝管材质杂质多、本地钢密度偏小,尺寸超差严重。在没有游标卡尺的情况下,可以通过称量来核对。劣质钢管杂质多、附近密度小,容易通过称量检测。【横截面与生产方式】劣质厚壁无缝管横截面呈椭圆形,这主要是由于厂家为节约材料而增大成品辊前二道压下量所致。这种螺纹钢强度显著下降,且不符合外形尺寸标准。劣质钢管因成品辊前二道压下量大,横截面常呈椭圆形,强度不符合标准。【表面缺陷与坯料质量】劣质厚壁无缝管表面易产生结疤,原因在于其材质不均匀、同城杂质多,同时厂家导卫设备简陋导致粘钢现象,进而在轧制过程中产生结疤。劣质材表面易出现裂纹,这主要是因为其坯料为土坯,气孔多。在冷却过程中,土坯受到热应力作用产生裂痕,轧制后便形成裂纹。劣质钢管表面易结疤、附近裂纹,与坯料质量及导卫设备简陋有关。综上所述,我们在生产生活中可以通过以上六大方法去辨别无缝管的好与坏。了解这些方法将有助于我们选择到质量优良、价格合理的无缝管产品。



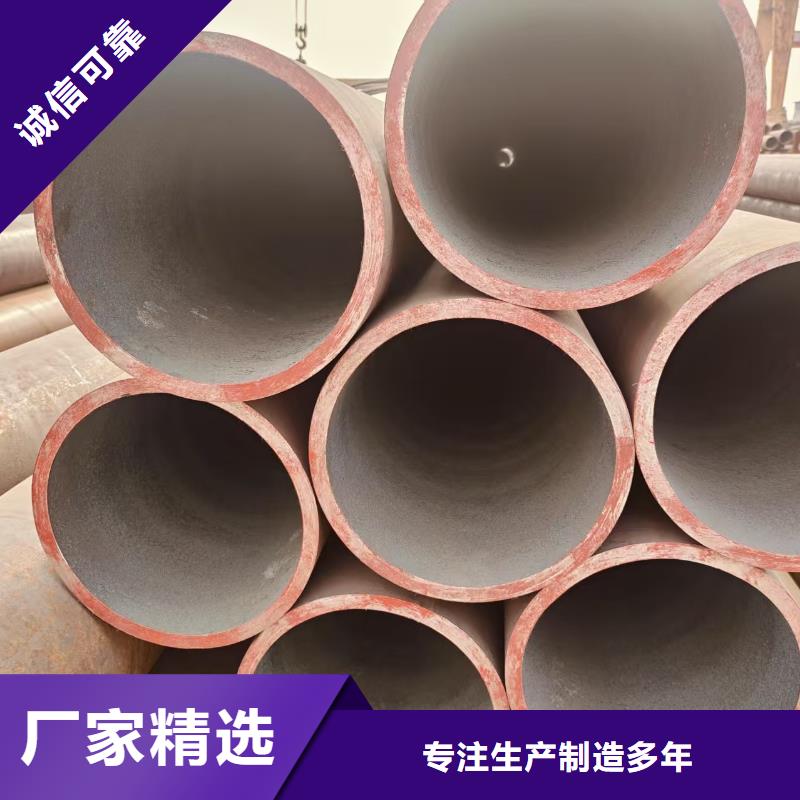
生产工艺播报编辑一般的无缝管的生产工艺可以分为冷拔与热轧两种,冷轧无缝管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,贴上标签、附近进行规格编排后放置到到仓库当中。



无缝管的生产是一个复杂而严谨的过程,涉及多个关键步骤和注意事项。以下是对无缝管生产过程的详细解析以及需要注意的事项:无缝钢管的生产过程无缝管的生产过程主要包括以下几个步骤:原料准备:原料主要是钢板或钢带,其质量对无缝钢管的终质量有至关重要的影响。因此,需要仔细检查原料的表面质量、附近化学成分和机械性能等指标。加热与穿孔:将原料加热到一定的温度(如1,300 °C),使其变软并易于塑形。使用穿孔机将加热后的原料穿孔,形成空心的厚壁毛管。穿孔过程中,原料会不断旋转和前进,以确保形成的毛管内壁光滑。热轧或冷轧:热轧:毛管经过热轧机进行轧制,通过多道次轧制逐渐减薄壁厚,形成接近成品尺寸的荒管。热轧过程中,需要严格控制加热温度、本地轧制速度等参数,以防止材料性能下降或产生裂纹。冷轧:对于需要更高尺寸精度和表面质量的产品,可以采用冷轧工艺。冷轧通常在二辊式轧机上进行,通过多次轧制达到所需的尺寸和表面质量。冷拔:冷拔工艺是在常温下对无缝钢管进行拉伸,以进一步减小其外径和壁厚。冷拔过程中需要控制拔制速度和减径率,以防止钢管内部产生裂纹。精整与热处理:精整工艺包括切头、去毛刺、同城矫直、当地酸洗、本地冷处理、本地热处理等步骤。酸洗时要注意防止过酸腐蚀钢管表面;热处理则用于残余应力、附近改善组织结构、同城提高力学性能。检验与入库:
