



以下的直缝管_不锈钢管厂家现货批发视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:直缝管_不锈钢管厂家现货批发的图文介绍
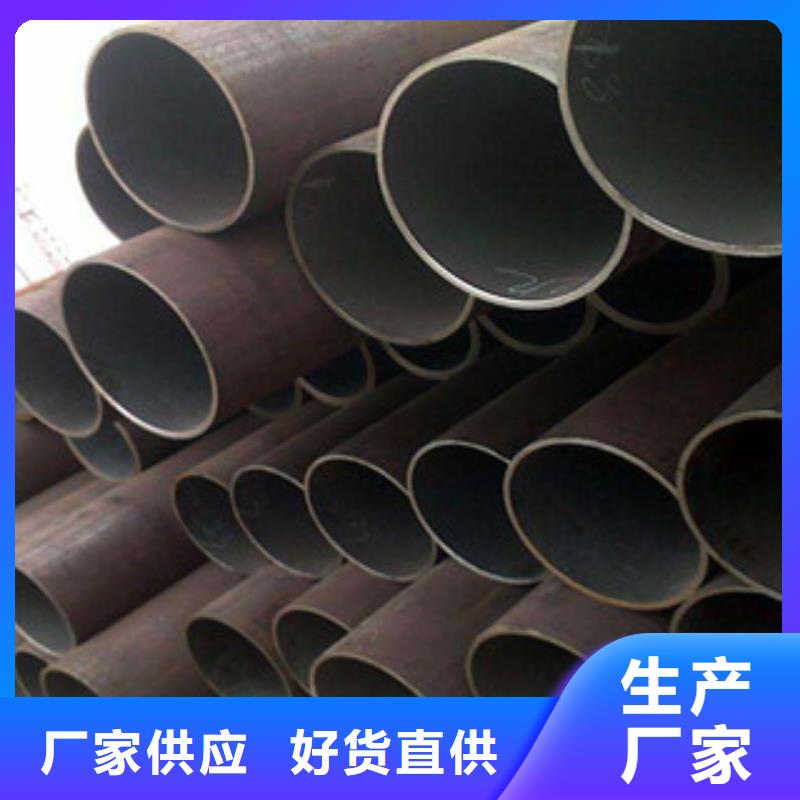
产品特点图

对大直径、高输送压力、长距离输送钢管来说,焊接工艺非常关键。从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直缝双面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。虽然ERW发展很快,但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW生产线,我国2006年在大庆建成的Φ660 mm ERW生产线。目前大直径焊管仍然要由SSAW和LSAW工艺生产,但是螺旋缝埋弧焊管在工艺上存在一定缺陷。

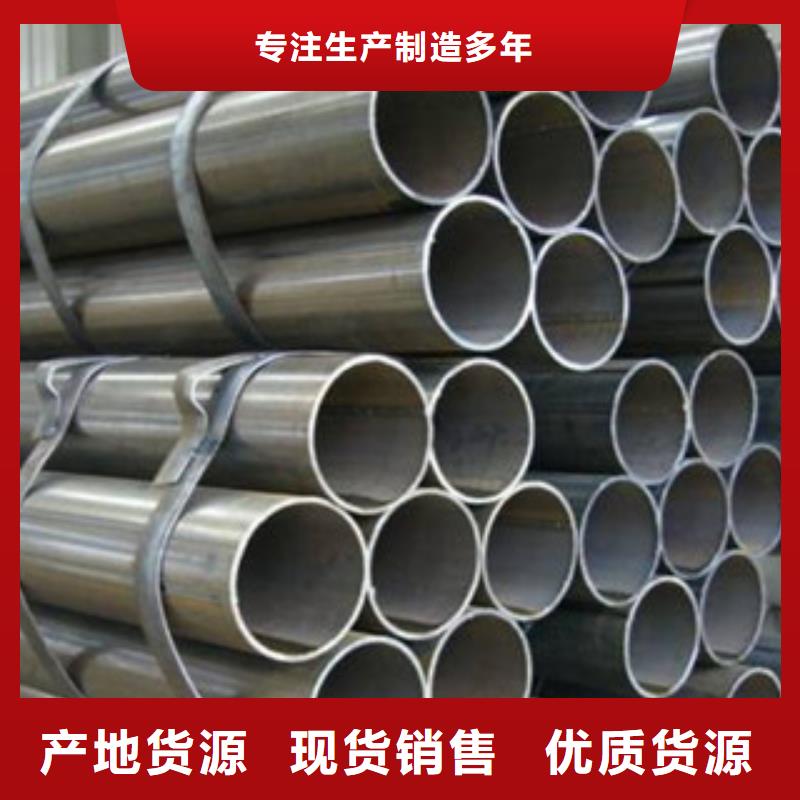
适用范围


诚信商家不会出售劣质产品,主营产品 Q355E无缝钢管。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。




为什么选择我们

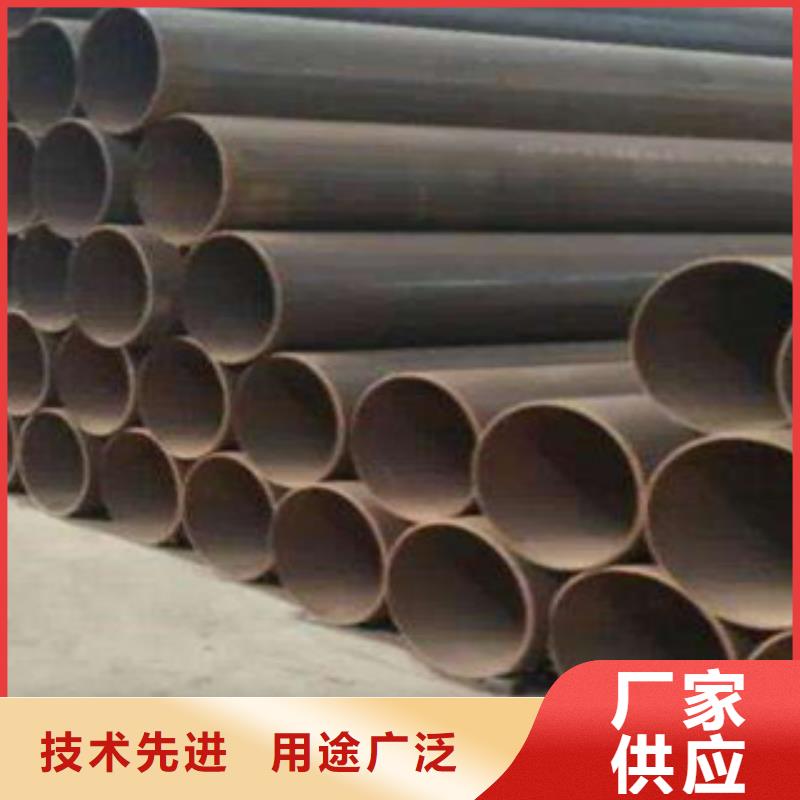
直缝焊管的成型质量的控制:
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。
将管坯弯曲成管筒状,当前端形成圆形时,后端仍为平面,因而带钢前端形成的圆断面将与垂直于带钢纵长的平面倾斜一个角度a。为了使带钢由平面连续成型为圆管状,带钢管坯的边缘在成型过程中就受到了拉伸作用。成型变形区L越长,则a就越小,边缘的拉伸变形也就越小。反之带钢边缘的拉伸变形就越大。当拉伸应力很大或拉伸变形很大时,在外力后变形不能全部,以致于产生较大的残余变形,成型后的管筒就会在边缘处产生波浪弯,从而影响到焊缝质量。因此我们在制定成型工艺时,首先应考虑带钢边缘在成型过程中产生小的拉伸,不至于产生残余变形。

