


我们的现场实拍视频将带您走进钢管折弯42crmo钢管切割零售放心选购产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢管折弯42crmo钢管切割零售放心选购的图文介绍


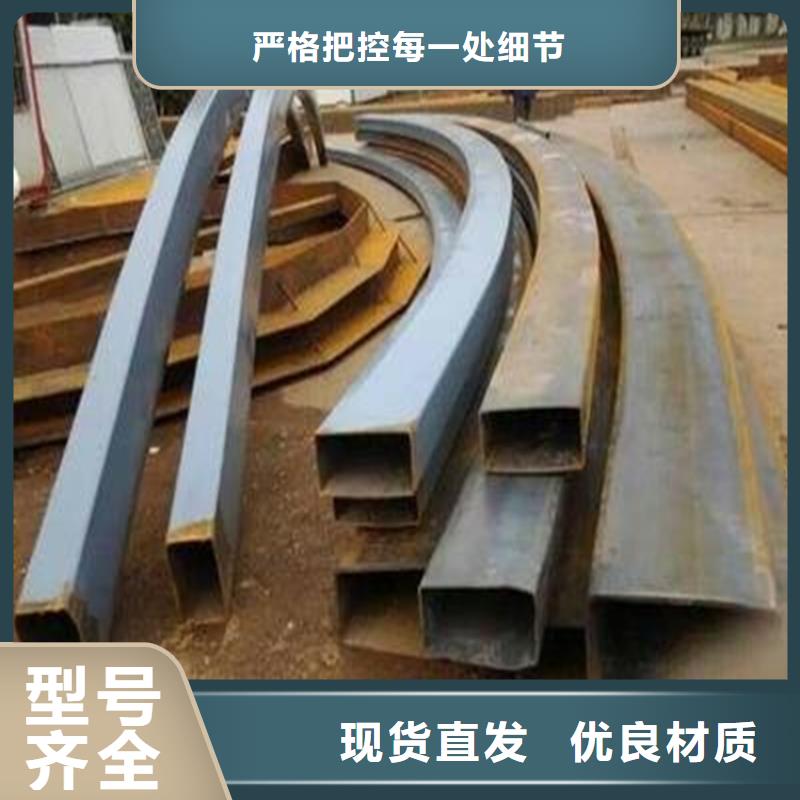
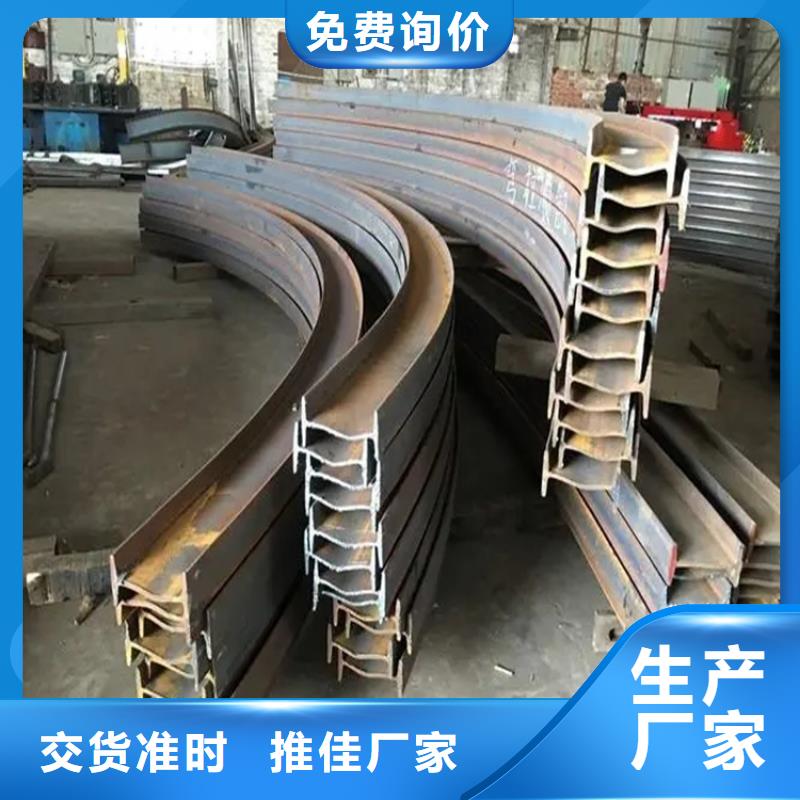
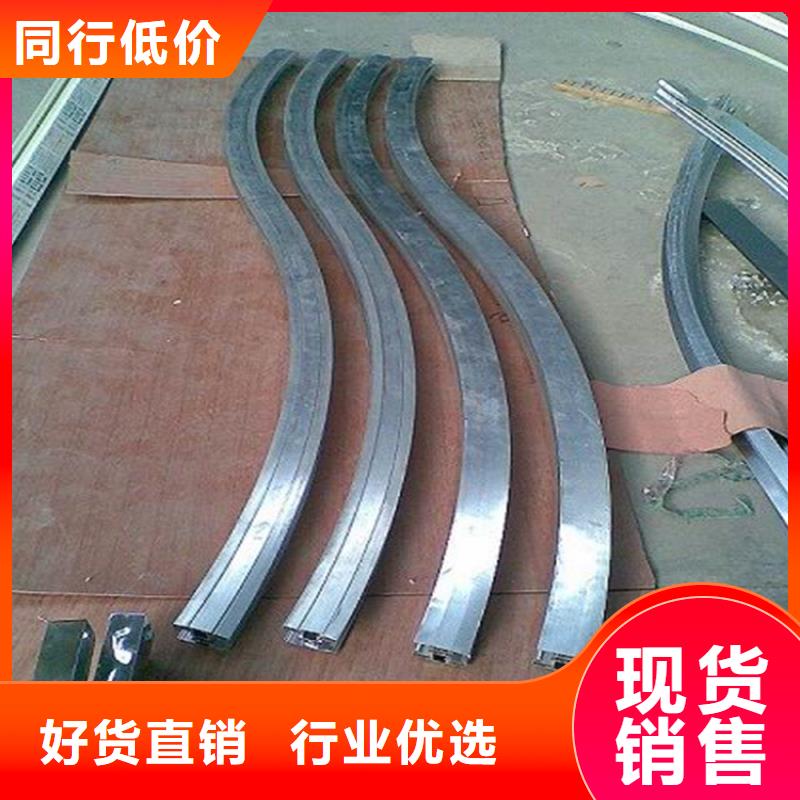
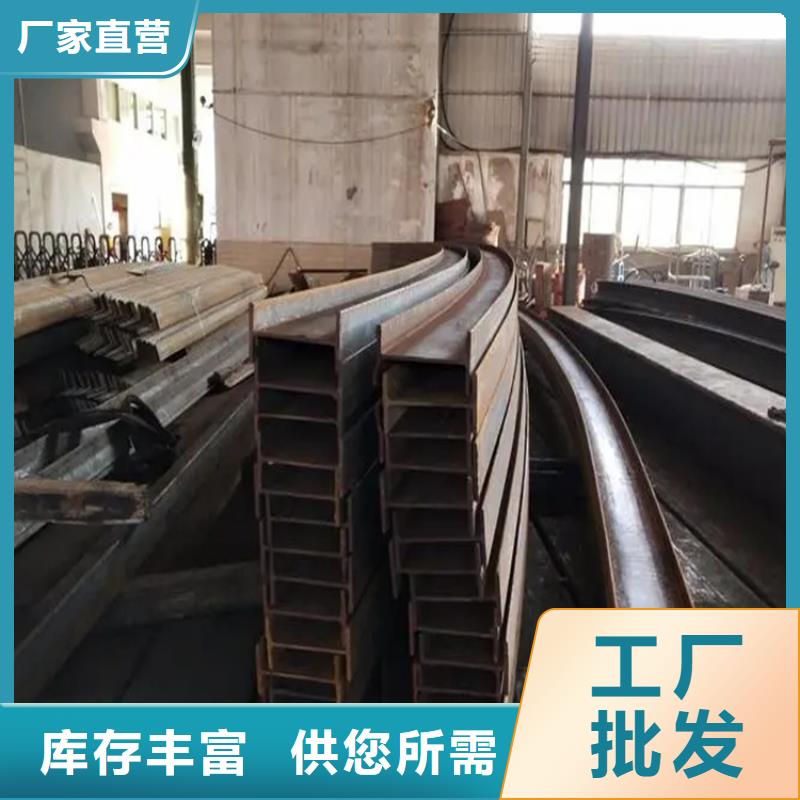
钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。拉弯的特点:1。一般的拉伸弯曲设备或工艺只能弯曲小于或等于180度的工件,不能像滚弯那样一次加工360度或更大的弯曲角度。2.弯曲时,工件的内表面是中性层,其余部分都是延伸的,即所有弯曲件在理论上都比原来长。3.拉弯不能形成半径小的工件,如果成形半径小,工件会经常出现断裂等不良现象。钢管折弯是金属型材常用的冷弯工艺之一,具有应用范围广,成型稳定的特点。它特别适用于弯曲单个半径的薄壁,方管和异形工件。



多年来,宏钜天成钢管(湖北省分公司)一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 冷拔方钢的生产销售和服务于一体的企业,另外本公司生产的 冷拔方钢等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。



钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



钢管折弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。


目前市场上有很多专门加工制造钢管折弯的厂家。当我们深入了解时,除了看看如何更好地选择天津钢管折弯厂,我们还可以看看常见的选择方法和技巧。当然,您可以通过详细的了解做出更好的选择,保证产品在实际使用过程中也能发挥出更多的功能,帮助大家更好的了解产品。根据专业厂家的产品质量选择无论何时选择制造商,都需要看加工产品的质量。只要产品的质量有保证,在使用的过程中也能带来很多的方便,希望大家能更好的选择使用。市场上有很多天津折弯厂,所以在选择的时候,也可以看看这些厂家在市场上的业务发展情况。当然,您可以通过详细的市场分析做出有效的选择。根据专业厂家的产品价格选择性价比高的弯头在整个市场的销量也很好。建议大家实际选购时可以看一下产品的具体价格。通过详细的了解,当然可以保证产品更好的使用,也可以得到市场更多人的支持和认可。基本上,该产品的用途可以更加广泛,同时也可以带来很多其他的优势。综上所述,建议在选择具体的天津钢管折弯厂时,可以看一下整个市场专业厂家的发展情况。通过详细的市场分析,您不仅可以选择专业的厂家,还可以知道产品在哪里。整个市场的流行,肘部也能发挥更好的作用。



