





恒丰塑业(湖北省分公司)位于肥城银宝路。 本公司主要生产: 三维土工网垫,产品畅销29个省(市、自治区),深受广大用户的信赖。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。同时,又是我们公司开拓市场和维护品牌的宗旨。现在,我们的销售网络遍布全国各大城市,并与国外数家公司建立了长期贸易合作关系。 一直以来,我们都秉承“平等、合作、共同发展的商业原则”,愿与国内外同行携手共为振兴中国做出贡献。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!



复合土工膜(复合防渗膜)分为一布一膜和两布一膜,宽幅4-6m,重量为200—1500g/平方米,抗拉、抗撕裂、顶破等物理力学性能指标高,产品具有强度高,延伸性能较好,变形模量大,耐酸碱、抗腐蚀,耐老化,防渗性能好等特点。能满足水利、市政、建筑、交通,地铁、隧道、工程建设中的防渗、隔离、补强、防裂加固等土木工程需要。常用于堤坝、排水沟渠的防渗处理,以及废料场的防污处理。
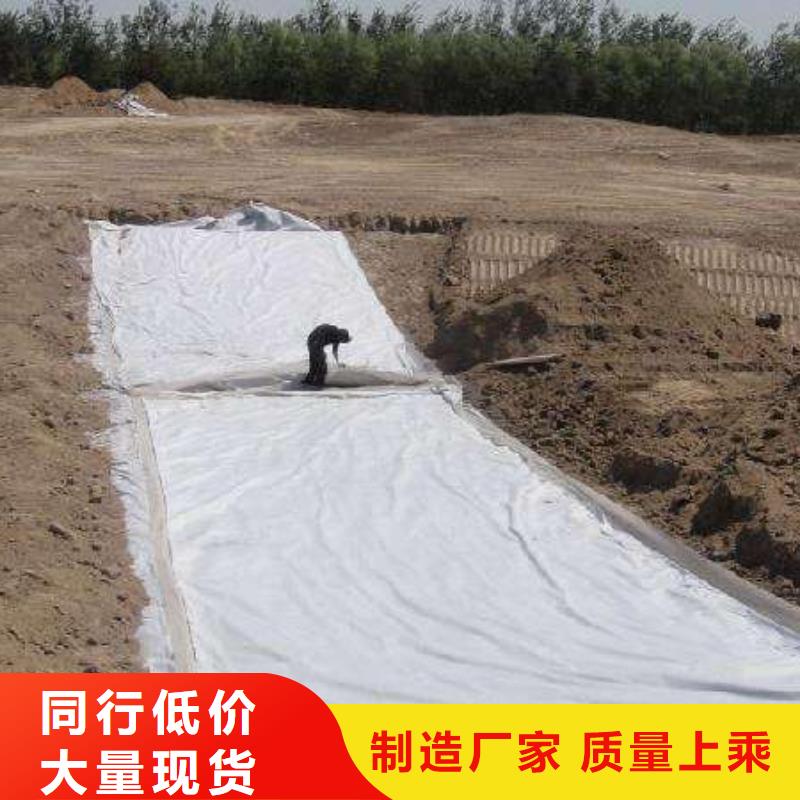
施工
复合土工膜是在薄膜的一侧或两侧经过烘箱远红外加热,把土工布和土工膜经导辊压到一起形成复合土工膜。随着生产工艺的提高,还有一种流延法做复合土工膜的工艺。其形式有一布一膜、二布一膜、两膜一布等。
土工布作为土工膜的保护层,使保护防渗层不受损坏。为减少紫外线照射,增加抗老化性能,采用埋入法铺设。



复合土工膜焊接接缝处理是施工的关键程序,一般采用热焊接方法,PE膜相接的表面加热处理,使之表面熔化,然后通过压力,使之熔合成一体。
1 对于铺设好的土工膜,边缘接缝处要求不能有油污、水份、尘土等。
2 焊接前要调整好接缝处两幅边PE单膜,使之搭接固定的宽度,搭接宽度一般为6~8cm且平整、无折皱。
3 使用专门焊接机进行焊接。
1 检测方法应采用充气法及室内试验,也可采用火花试验或超声波探测法。
2 检测设备采用气压式检测仪及真空检测仪。


复合土工膜的焊接质量直接影响复合土工膜的防渗性能,因此符合土工膜焊接施工非常重要。在本工程中,复合土工膜的焊接主要由厂家派出施工技术人员到现场指导和培训,并采用焊接设备进行。用干净的纱布擦拭焊缝的搭接处,无水、无灰尘、无水垢:土工膜平行对齐,搭接宽度为lOcm,焊接宽度为5-6cm。根据当时当地的气候条件,将焊接设备调整工作状态。做小试样焊接试验,试焊lm长复合土工膜试样。应采用现场撕裂试样,焊缝不应因撕裂而受损,母材也不应撕裂。现场撕裂试验合格后,用已调整好工作状态的薄膜焊接机逐个进行正式焊接。
焊接前,用吹风机吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干净。在焊接部位下面放一块长木板,以便焊工在平整的基面上行走,焊接质量。正式焊接前,根据施工温度进行试焊,确定行走速度和焊接温度,一般掌握1.5-2.5m/s的行走速度和220-300摄氏度的焊接温度。有两个宽度为100毫米的拼接焊缝,两个焊缝之间留有100毫米的空腔。使用此空腔检查焊接质量。复合土工膜的现场连接应符合下列要求:①焊接采用双焊缝搭接焊。②以专用薄膜焊接机为主要焊接工具。使用塑料热风焊枪作为局部修复的辅助工具。(3)根据气温和材料性质,调整和控制焊机的工作温度和绑扎。焊机的工作温度应为180-200摄氏度。焊缝处的复合土工膜应熔合成一体,不得出现虚焊、漏焊或过度焊。



