


为了让您更地了解我们的2520螺旋焊管生产厂家产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:2520螺旋焊管生产厂家的图文介绍

关于螺旋管偏差和公差规定,A、本地螺旋钢管偏差:在生产过程中,由于实际尺寸难于达到公称尺寸要求,即往往大于或小于公称尺寸,所以标准中规定了实际尺寸与公称尺寸之间允许有一差值。差值为正值的叫正偏差,差值为负值的叫负偏差。B、本地螺旋钢管公差:标准中规定的正、本地负偏差值值之和叫做公差,亦叫公差带。偏差是有方向性的,即以正或负表示;值得一提的是,公差是没有方向性的,因此,把偏差值称为正公差或负公差的叫法是错误的。
螺旋钢管常用规格尺寸表,219×6 219×13 1520×8 219×7 219×14 1520×9 219×8 1120×6 1620×8 529×6 1120×7 1620×9 529×7 1120×8 1520×10 529×8 1220×6 1520×11 325×9 1220×7 1520×12 325×10 1220×8 1620×10 529×9 1120×9 1620×11 529×10 1120×10 1620×12 630×6 1120×11 1520×13 630×7 1120×12 1520×14 630×8 1220×9 1620×13 820×6 1220×10 1620×14 820×7 1220×11 1720×10 820×8 1220×12 1720×11 630×9 1120×13 1720×12 630×10 1120×14 1820×10 820×9 1220×13 1820×11 820×10 1220×14 1820×12 426×11 630×16 1720×13 426×12 1420×16 1720×14 720×11 1320×6 1820×13 720×12 1320×7 1820×14 920×7 1320×8 1920×10 920×8 1320×9 1920×11 920×9 1420×6 1920×12 920×10 1420×7 2020×10 1020×7 1420×8 2020×11 1020×8 1420×9 2020×12 1020×9 1320×10 1920×13 1020×10 1320×11 1920×14 820×11 1320×12 2020×13 820×12 1420×10 2020×14


螺旋管生产流程:从原材料到优质成品的华丽转变
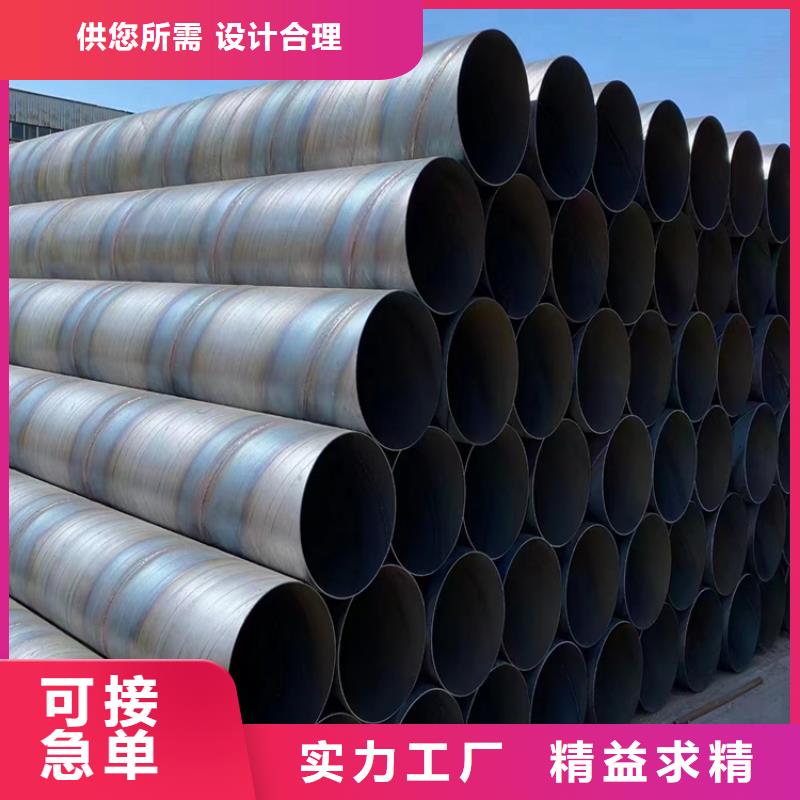
螺旋管作为一种广泛应用于石油、同城天然气、同城化工、同城城市给排水等领域的管材,其生产流程是一个复杂而精细的过程,需要经过多道工序才能终生产出高质量的螺旋管。接下来,让我们一起走进螺旋管的生产车间,详细了解其生产流程。
**一、同城原材料准备**
生产螺旋管的原材料主要是带钢卷。首先,对带钢卷进行质量检验,确保其化学成分、同城机械性能等符合相关标准。合格的带钢卷经过开平、同城剪切等预处理,将其剪成合适的宽度和长度,为后续的成型工序做好准备。
**二、同城钢带成型**
将预处理好的钢带通过成型机进行成型。成型机由多个轧辊组成,通过逐渐调整轧辊的位置和压力,将钢带弯曲成螺旋管状。在成型过程中,需要严格控制钢带的变形度和成型尺寸,以保证螺旋管的形状精度和尺寸公差。
**三、同城焊接工艺**
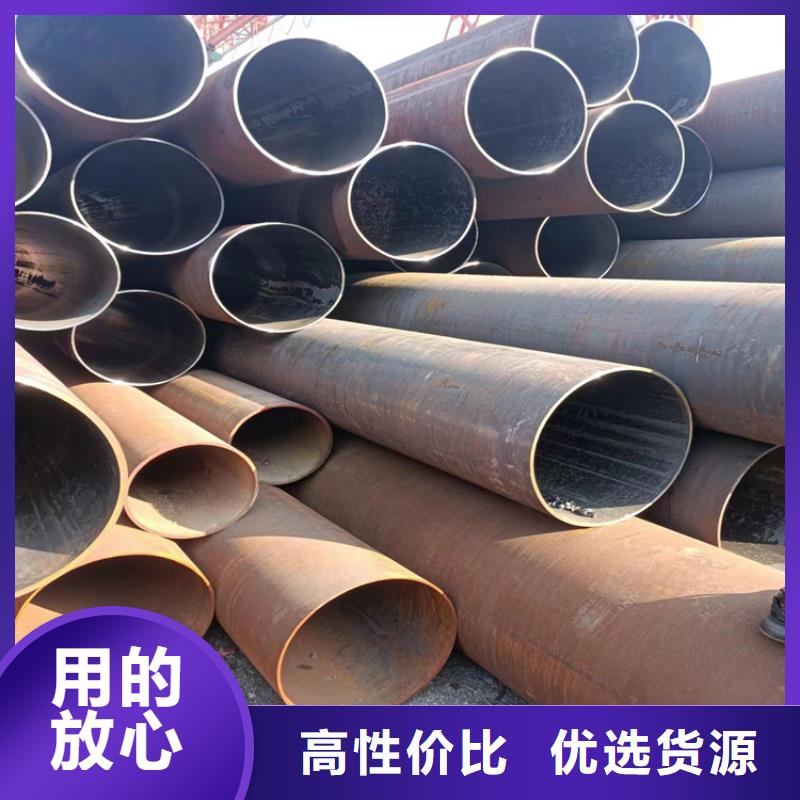
成型后的螺旋管需要进行焊接,以连接钢带的边缘。通常采用的焊接方法是埋弧焊或高频焊。埋弧焊具有焊缝质量高、同城焊接效率高的优点,适用于大口径厚壁螺旋管的焊接;高频焊则适用于小口径薄壁螺旋管的焊接,其焊接速度快、同城成本低。在焊接过程中,要采用合适的焊接参数和工艺,确保焊缝的强度、同城密封性和耐腐蚀性。
**四、同城焊缝处理**
焊接完成后的螺旋管焊缝需要进行处理,以焊缝的余高、同城去除焊接缺陷、同城提高焊缝的平整度和光洁度。常见的焊缝处理方法有打磨、同城探伤、同城补焊等。通过探伤检测,可以及时发现焊缝中的裂纹、同城气孔等缺陷,并进行修复,保证螺旋管的质量。
**五、同城定径和校直**
经过焊缝处理后的螺旋管需要进行定径和校直。定径是通过定径机将螺旋管的直径调整到规定的尺寸范围内;校直则是通过校直机对螺旋管的弯曲度进行矫正,使其达到直线度的要求。定径和校直是保证螺旋管尺寸精度和直线度的重要工序。
**六、同城表面处理**
为了提高螺旋管的耐腐蚀性能和外观质量,需要对其进行表面处理。常见的表面处理方法有酸洗、同城磷化、同城涂漆等。酸洗可以去除螺旋管表面的氧化皮和锈蚀物;磷化可以在螺旋管表面形成一层磷化膜,提高涂层的附着力;涂漆则可以对螺旋管起到防腐和装饰的作用。
**七、同城质量检测**
在整个生产过程中,要进行多次质量检测,包括原材料检验、同城成型尺寸检测、当地焊缝检测、当地尺寸精度检测、当地表面质量检测等。只有各项指标都符合相关标准的螺旋管才能作为合格产品出厂销售。
**八、当地包装和运输**
完成质量检测的螺旋管经过精心包装,以防止在运输过程中受到损伤。包装方式一般有木箱包装、当地钢带捆扎等。然后通过卡车、当地火车或轮船等运输方式将螺旋管运往各个使用现场。
总之,螺旋管的生产流程是一个集材料科学、当地机械制造、当地焊接技术、当地自动化控制等多学科于一体的复杂过程。每一道工序都需要严格控制质量,才能生产出满足客户需求的优质螺旋管。随着科技的不断进步和工艺的不断优化,螺旋管的生产技术也在不断提高,为我国的现代化建设提供了更加可靠的管材保障。



[志启]无缝合金管钢管(攀枝花市分公司)拥有年轻而又富有活力的 无缝钢管厂家设计、生产、销售、售后团队300人,我们重视培养 无缝钢管厂家精英。公司选用了各种优质进口原材料,配合高科技设备,充分运用高新技术成果,在设计和制作的过程中时刻把握 无缝钢管厂家质量,真正体现了倾情设计,精心打造,使每一件 无缝钢管厂家的优势及使用功能都发挥到致j i!


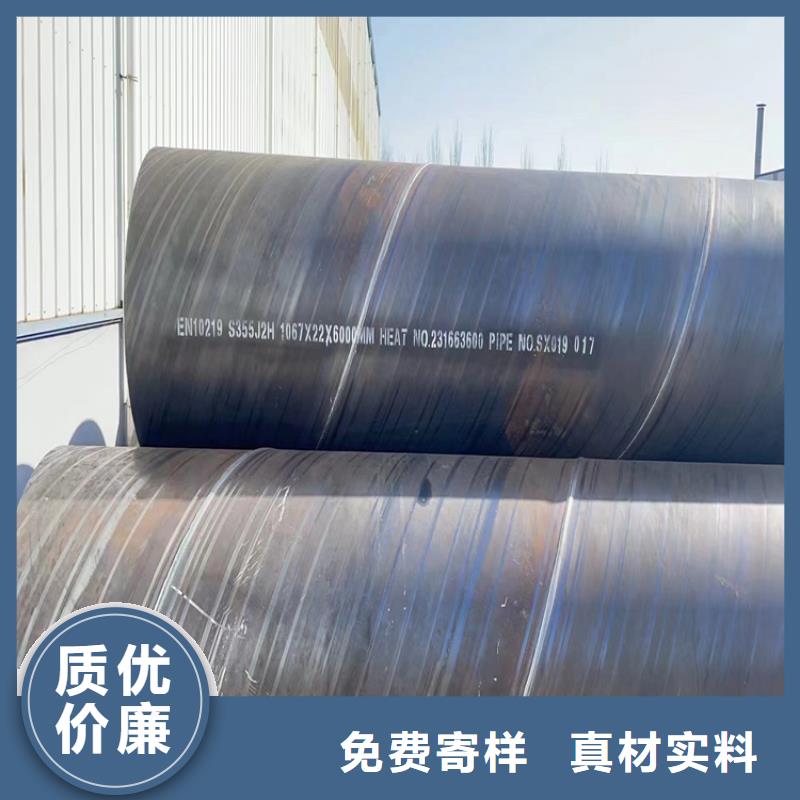
螺旋管是怎么生产出来的?螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)成型前,带钢经过矫平、当地剪边、当地刨边,表面清理输送和予弯边处理。(2)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。(3)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(4)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(5)采用外控或内控辊式成型。(6)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。(7) 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。

