



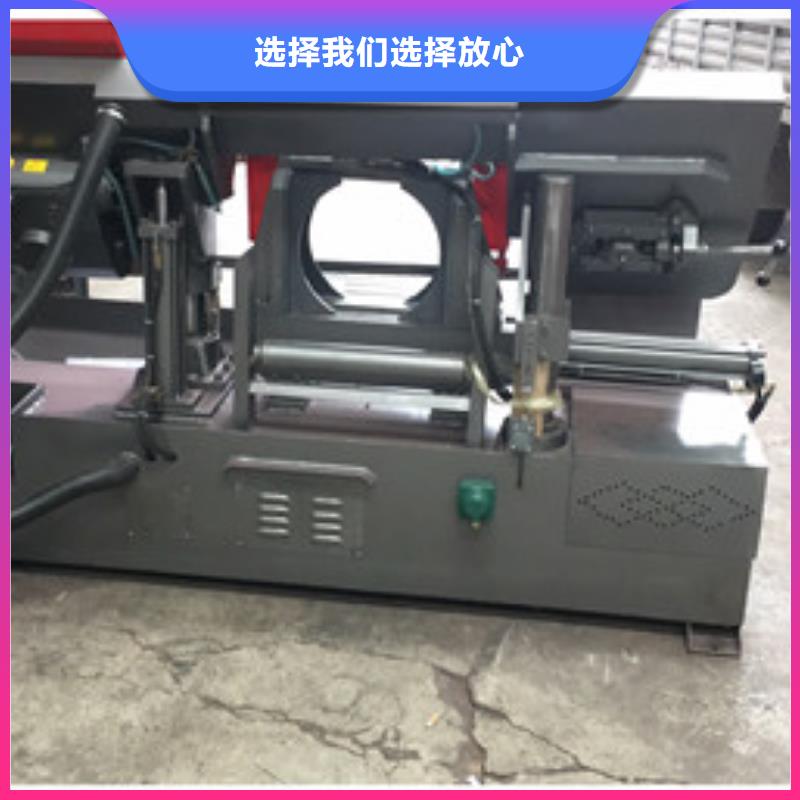




右侧为冷却切削液箱及水泵床身为铸铁件,固定在底座上,立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,是用以支撑锯梁上下升降运动,并保证的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的装置为丝杆穿过液压油缸杆内孔,转动手轮或按动按钮,使左钳口左右运动。2:适用:主要应用于机械,锻造,加工等的下料。
1、全自动数控卧式带锯床是公司开发的新型光机电一体化设备,产品集国内外同类产品之精华,科技含量高,具有高自动化程度、高锯切精度和率等显著特点,是大批量下料的理想设备。
2、本产品大量应用先进成熟的数控技术,以可编程的PLC控制器替代常规电器控制,大大提高锯床的工作可靠性;以数字光栅尺为核心的送料控制系统,实现了送料的高精度;具有人机对话功能的“人机界面”操作面板可实现档案管理,多组程序预设,使操作更加智能化,机械操作极为简便且效率卓越;产品尚属国内首创,产品各项技术指标处于国内领先并达到国际同类产品先进水平。



3、用户使用时只需安装好工件,输入需切削的长度和数量,并在手动控制模式下,切削下 刀(对刀),然后将模式转换为自动模式,设备即可按照预定的程序自动进行切削,送料-夹紧工件-锯切-锯切完毕退刀-再送料-再夹紧工件,如此周而复始直至将工件切削至预设的数量。
4、采用液压夹钳结构,工件可自锯床后方进入锯切位置,进行锯切。
5、采用液压驱动活动台架(移动基座),采用导向杆导向,表面均涂硬铬,防磨损,精度高,增加机床使用寿命,可快速正确的前后移动工件,完成锯切定位工作。移动机架托料,定位更加精准。
6、独特的倍流阀油压系统,锯切下降速度由调速阀调整,此精密系统可防止锯带不正常损坏,并达到更好的锯切效果。
7、单液压缸设计,配合大直径立柱与超长的滑套(内附自润轴承),组成稳固的锯切结构。
8、装置:
A、闷车和断带自动停机装置;
B、空载噪音小于70分贝。
锯床主要特点
采用进口PLC7寸大屏人机界面系统控制,动作可靠,运行稳定精度高。
装有锯条卡带断带自动停机保护装置。
内置常规故障提醒系统,方便维修。


建贸机械设备(葫芦岛市分公司)秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 钢筋笼盘丝机产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。建贸机械设备(葫芦岛市分公司)致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。



切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征


锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。



