





2.调质型高强钢板:WH70(WQ590D/Q550D)、A514GrF、WH80Q(Q690D/WQ69D/WQ700D/S690Q)WH100Q(WQ890D)。
3.模具钢板:P80A、WSM136A、618B、638B、S45C、S50C、S55C、P20/2311、718/2738、WSM30A。
4.耐磨钢板:NM360A、NM400A、WNM360L、WNM400A、WNM450A、WNM500A。
5.管线钢板:X42、X52(L360)、X56(L390)、X60(L420)、X65(L460)、X70。
6.造船及海上平台用钢板:A、B、D、E、AH32、DH32、EH32、AH36、DH36、EH36、2HGr50、D40、E40。耐磨板



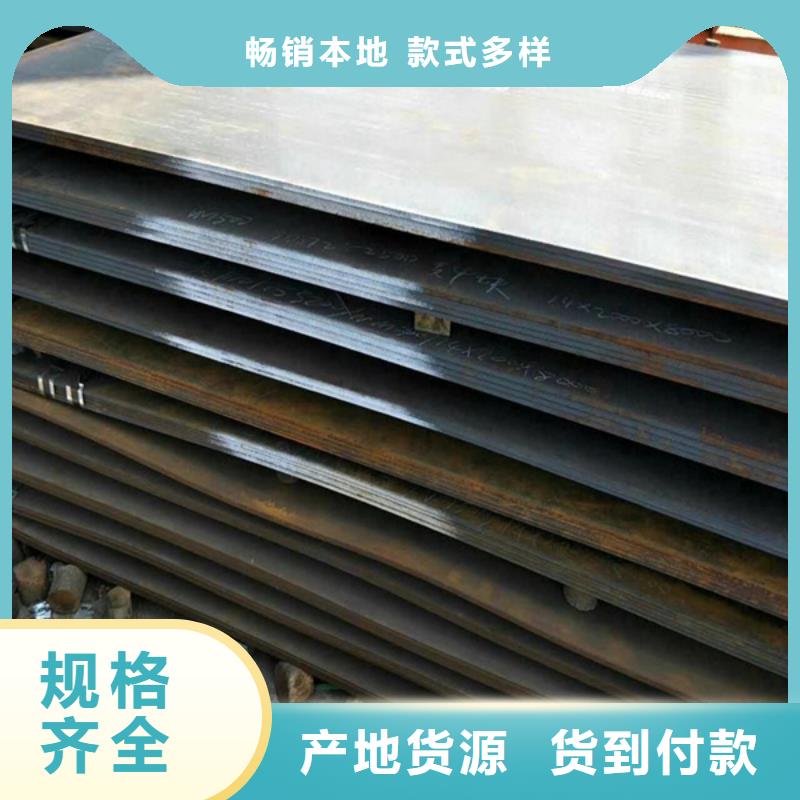
哈曼金属材料有限公司(阳江分公司)长期生产销售: 红锈钢板幕墙,我们崇尚团队合作、在合作中共赢;我们相互尊重,相互信任,相互支持;团结就是力量 今天的我们还仅仅是一颗种子,需要每一位员工艰苦的付出与努力。创业维艰,为了建立公司的长青基业,今天我们统一思想,形成共识。我们愿与我们的客户唇齿相依、荣辱与共、风雨同舟、共享丰盛。



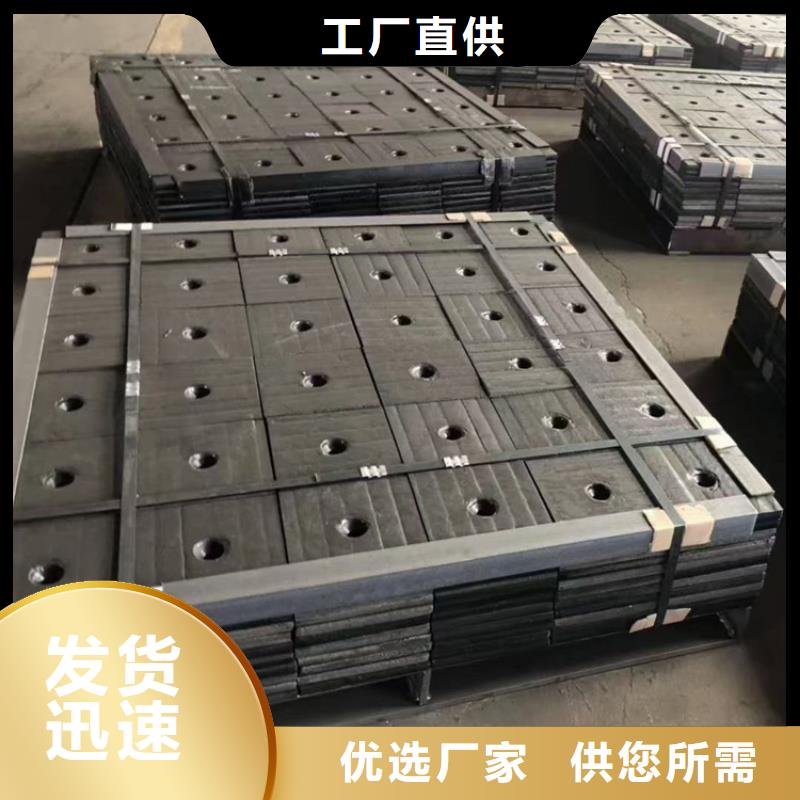
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板



.在选择耐磨板厂家的产品时,应选择合适的模型。会有不同类型的耐磨板产品,不同类型的产品在使用中,安装会有一定的区别,我们完全是无可置疑的。所以,在购买产品时,一定要记住要看看你在寻找什么样的模型,然后选择一个你认为适合你购买的模型。这来自于他们的使用,当他们基本上不担心使用过程会有任何问题。
2.在购买耐磨板制造商的产品时,也应看到价格。产品价格的不同样式和模式是不同的,这并不表示每个人都知道。但是在购买产品时,不要有廉价的心态,在购买时必须选择合适的、良好的产品使用,这样在使用更好的效果时,他们不用担心产品质量。看看 的价格选择,终可能买不一定适用,质量不一定 。所以重要的是,产品的质量。
耐磨板