以下是:山东省东营市57声测管的产品参数
| 产品参数 |
|---|
| 产品价格 | 3/米 |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 1000000 |
|---|
| 运费说明 | 含运费 |
|---|
| 小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B |
|---|
| 产品品牌 | 日升昌 |
|---|
| 产品规格 | 50 54 57 60 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 河北沧州 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 50 54 57 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 黑色 |
|---|
| 质保时间 | 3年 |
|---|
| 外形尺寸 | 50 54 57 |
|---|
| 适用领域 | 高铁 高速建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | ISO9000 |
|---|
| 工作温度 | 常规温度 |
|---|
| 长度 | 3-12米 |
|---|
| 连接方式 | 钳压式 螺旋式 套筒式 法兰式 承插式 |
|---|
| 壁壁厚 | 0.7-3.5 |
|---|
| 类类目 | 黑色金属冶炼压延品 |
|---|
| 执行标准 | GB/T31438-2015 |
|---|
| JI检测方式 | 超声波检测 |
|---|
| 运运输方式 | 汽运 |
|---|
| 范围 | 57声测管供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 河口区、垦利区、利津县、广饶县等区域。 |
|---|
以下是:山东省东营市57声测管的图文视频
【日升昌钢管声测管厂家】以匠心打造多元场景产品,涵盖
垦利液压检测管、
河口沉降板施工、
济南套筒式声测管、
泰安桩基注浆管厂等。
57声测管,
日升昌钢管声测管厂家(东营市分公司)为您提供
57声测管,联系人:
马经理,电话:
【0527-88266888】、【0527-88266888】。 山东省,东营市 1983年10月15日,东营市正式挂牌。东营市是中国黄河三角洲中心城市、中国重要的石油基地。东营是古代伟大的军事家孙武故里、山东地方代表戏曲吕剧的发源地和中国第二大石油工业基地胜利油田崛起地。是衔接环渤海地区与黄河流域的重要战略节点, 是山东半岛城市群重要沿海港口城市和省会经济圈一体化发展城市,是黄河流域重要出海通道,是京津冀协同发展城市。东营是全国文明城市、国际湿地城市、生态园林城市、卫生城市、公共文化服务体系示范区、全国双拥模范城市、全国无障碍环境示范市、平安中国建设示范市、 跨境电商综合试验区。境内有黄河口生态旅游区等景点。
我们精心制作的57声测管产品视频已经准备就绪,【解锁新品!】57声测管产品视频,带你穿越新品体验之旅!
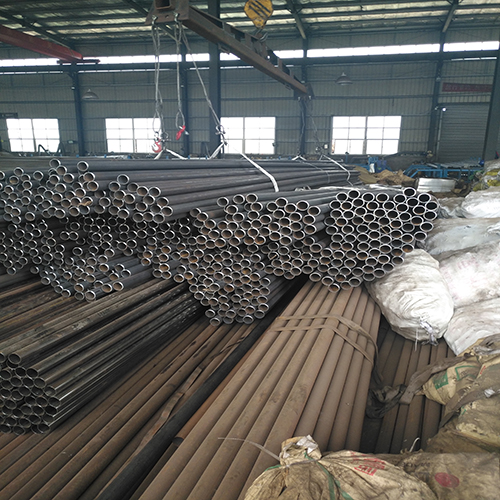
以下是:山东东营57声测管的图文介绍
日升昌钢管声测管厂家(东营市分公司)长期致力于 500桩尖的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 500桩尖产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 500桩尖产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。



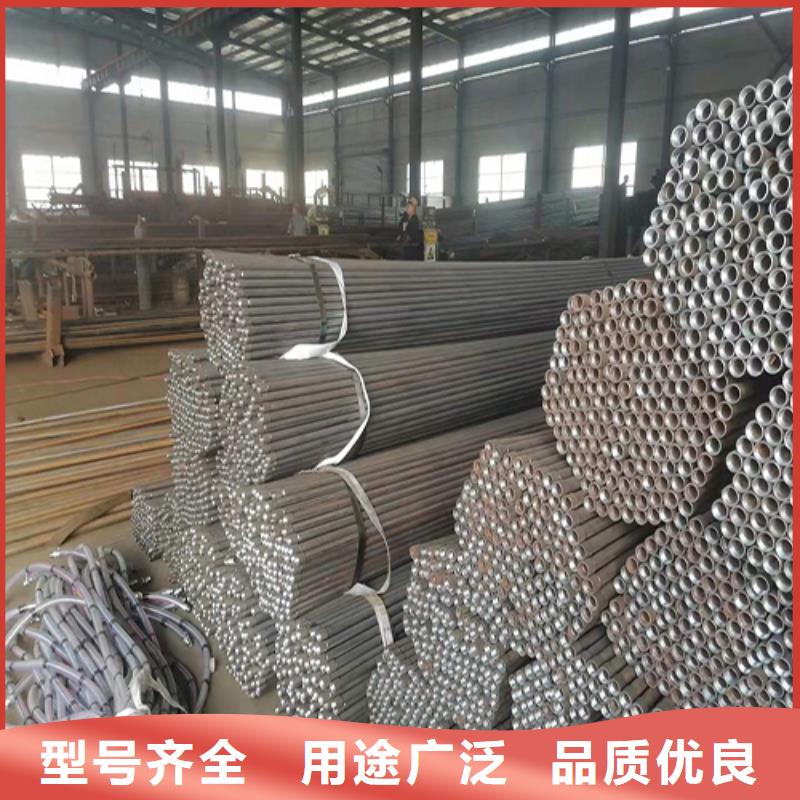
声测管外观打磨技术要点:1、山东东营基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、山东东营粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、山东东营半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、山东东营精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



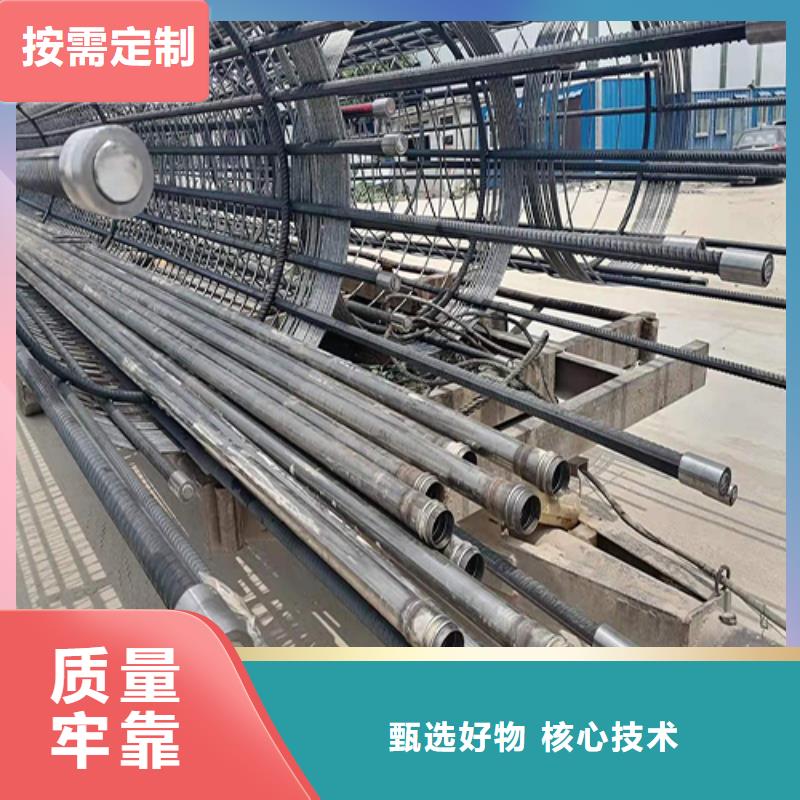
套筒式声测管与其它声测管一样,对于主体管材要求是焊管或者无缝规格,焊管居多。套筒式声测管主体管1.便利性整个安装过程,方式简单,、山东东营不需在工地进行焊接工作,不用液压钳,采用插拔式的方法直接固定就可以,零部件都是在厂子里加工好了,具有操作便捷、山东东营密封性好、山东东营成本低等优点。2.性套筒式声测管是创新实用型检测钢管,经过各方权威机构检测,钢管抗拉强度≧315;嵌入后接头处抗拉承载力≧3吨。密封性在内压1.0Mpa,外压4Mpa,持续时间1分钟的实验强度下,接头处无渗漏,无变形;完全满足JT/T?705-2007标准。筒式声测管常规型号:(尺寸mm)?外径:Φ50、山东东营Φ54、山东东营Φ57


接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



57声测管,日升昌钢管声测管厂家(东营市分公司)为您提供57声测管的资讯,联系人:马经理,电话:【0527-88266888】、【0527-88266888】。